
In industrial applications where dry bulk materials are transported through pneumatic conveying systems, maintaining proper flow control and preventing backflow is critical for operational efficiency and equipment protection. A dry bulk check valve...
In industrial applications where dry bulk materials are transported through pneumatic conveying systems, maintaining proper flow control and preventing backflow is critical for operational efficiency and equipment protection. A dry bulk check valve serves as an essential component in these systems, ensuring unidirectional flow while withstanding the unique challenges posed by abrasive materials like cement, fly ash, sand, grain, and other particulate substances.
A dry bulk check valve is a specialized flow control device designed specifically for handling dry particulate materials in pneumatic conveying applications. Unlike traditional check valves used in liquid systems, these valves must contend with highly abrasive materials that can cause rapid wear and potential system failures if not properly engineered.
The primary function of a dry bulk check valve is to allow material flow in one direction while preventing reverse flow, which could cause system contamination, equipment damage, or operational inefficiencies. When material flows in the intended direction, the valve opens automatically due to pressure differential. When flow stops or attempts to reverse, the valve closes, creating a seal that prevents backflow.
Dry bulk check valve designs incorporate several critical features to handle the demanding conditions of pneumatic conveying systems. The valve body is typically constructed from durable materials such as carbon steel, stainless steel, or specialized alloys that can withstand constant exposure to abrasive particles.
The sealing mechanism in a dry bulk check valve often utilizes elastomeric seals or metal-to-metal seating arrangements, depending on the application requirements. These sealing surfaces must maintain their integrity despite repeated exposure to abrasive materials while providing reliable shutoff capabilities.
Many dry bulk check valve designs feature streamlined internal profiles to minimize pressure drop and reduce areas where material can accumulate. This design consideration is crucial for maintaining system efficiency and preventing material buildup that could compromise valve operation.
Dry bulk check valves find widespread use across numerous industries where pneumatic conveying systems transport particulate materials. In cement plants, these valves manage the flow of cement powder, fly ash, and other additives through complex conveying networks. The power generation industry relies on dry bulk check valves for handling coal ash, limestone, and other materials used in emission control systems.
Food processing facilities use specialized dry bulk check valves designed to meet sanitary requirements while handling grain, flour, sugar, and other food-grade materials. Chemical and pharmaceutical industries employ these valves for conveying various powdered compounds and raw materials throughout their manufacturing processes.
Mining operations utilize heavy-duty dry bulk check valves capable of handling extremely abrasive materials such as sand, crushed stone, and mineral concentrates. These applications demand valves with exceptional wear resistance and robust construction to minimize maintenance requirements and maximize operational uptime.
Selecting the appropriate dry bulk check valve requires careful consideration of several key factors. Material compatibility is paramount, as the valve components must resist corrosion and wear from the specific materials being conveyed. Temperature requirements must also be evaluated, as some applications involve elevated temperatures that could affect valve performance and longevity.
Pressure ratings represent another crucial selection criterion, as pneumatic conveying systems often operate at various pressure levels. The dry bulk check valve must be rated for the maximum system pressure while maintaining reliable operation throughout the pressure range.
Size and flow capacity requirements must align with the conveying system’s design parameters to ensure adequate material handling capabilities without creating excessive pressure drops. Installation orientation and maintenance accessibility should also be considered during the selection process.
Proper maintenance of dry bulk check valves is essential for maintaining system reliability and extending valve service life. Regular inspection schedules should include checking sealing surfaces for wear, verifying proper valve operation, and monitoring for any signs of material accumulation or damage.
Preventive maintenance programs should incorporate periodic replacement of wear components such as seals and gaskets, particularly in highly abrasive applications. Establishing baseline performance metrics helps identify when valve performance begins to degrade, allowing for proactive maintenance interventions.
Documentation of maintenance activities and performance trends provides valuable data for optimizing maintenance schedules and identifying potential system improvements. This information can also guide future dry bulk check valve selections and system design modifications.
Modern dry bulk check valve designs incorporate advanced materials and manufacturing techniques to enhance performance and durability. Specialized coating technologies can provide additional protection against abrasive wear, extending valve service life in demanding applications.
Some manufacturers offer modular dry bulk check valve designs that allow for easier maintenance and component replacement without complete valve removal. These designs can significantly reduce maintenance costs and system downtime while improving overall operational efficiency.
Smart valve technologies are beginning to emerge in the dry bulk handling sector, incorporating sensors and monitoring capabilities that provide real-time performance data and predictive maintenance insights. These innovations help optimize system performance while reducing unexpected failures and maintenance costs.
The dry bulk check valve represents a critical component in pneumatic conveying systems, providing essential flow control and system protection capabilities. Understanding the unique requirements of dry bulk applications and selecting appropriately designed valves ensures reliable operation, minimizes maintenance requirements, and maximizes system efficiency.
As industries continue to demand higher performance and reliability from their material handling systems, the importance of properly specified and maintained dry bulk check valves will only continue to grow. Investing in quality valve solutions and implementing comprehensive maintenance programs provides long-term operational benefits and cost savings.
Contact Everlasting Valve today to discuss your project requirements.

In industrial applications where precise pressure control and system safety are paramount, the crossover relief valve stands as a critical component that often determines the difference between smooth operations and costly downtime. This specialized...
In industrial applications where precise pressure control and system safety are paramount, the crossover relief valve stands as a critical component that often determines the difference between smooth operations and costly downtime. This specialized valve technology plays an essential role in maintaining optimal pressure differentials across complex piping systems, making it indispensable for industries ranging from oil and gas to chemical processing and power generation.
A crossover relief valve serves as a sophisticated pressure management device designed to automatically redirect flow between different sections of a piping system when predetermined pressure differentials are exceeded. Unlike standard relief valves that simply vent excess pressure to atmosphere, a crossover relief valve intelligently transfers fluid from the high-pressure side to the low-pressure side of the system, maintaining operational efficiency while protecting equipment from potentially damaging pressure spikes.
The valve operates through a carefully calibrated spring-loaded mechanism that responds to pressure differentials across the valve body. When the upstream pressure exceeds the downstream pressure by a preset amount, the valve opens to allow controlled flow crossover, effectively balancing the system pressures. This automatic operation ensures continuous protection without requiring manual intervention or external control systems.
The crossover relief valve finds its most crucial applications in systems where maintaining specific pressure relationships is essential for both safety and operational efficiency. In pipeline systems, these valves protect against pressure surges that can occur during pump startup, valve closures, or flow direction changes. The ability to automatically redistribute pressure prevents equipment damage while maintaining system integrity.
Chemical processing facilities rely heavily on crossover relief valve technology to manage pressure differentials in reactor systems, distillation columns, and heat exchangers. The precise pressure control these valves provide ensures optimal reaction conditions while preventing dangerous over-pressurization that could lead to equipment failure or safety incidents.
Power generation plants utilize crossover relief valves in steam systems, cooling circuits, and fuel handling applications. The valves’ ability to maintain proper pressure balance across complex piping networks helps optimize energy efficiency while protecting expensive turbines, boilers, and auxiliary equipment from pressure-related damage.
Implementing a properly sized crossover relief valve offers numerous operational advantages that directly impact both safety and profitability. The automatic pressure balancing capability reduces mechanical stress on piping systems, extending equipment life and reducing maintenance requirements. This predictive pressure management helps prevent catastrophic failures that could result in extended downtime and expensive repairs.
From an efficiency standpoint, crossover relief valves help maintain optimal operating conditions by preventing pressure-induced flow restrictions or equipment performance degradation. The ability to redirect rather than waste pressurized fluid contributes to overall system efficiency and reduces energy consumption.
The valve’s rapid response characteristics provide immediate protection against transient pressure events that might otherwise damage sensitive equipment. This quick-acting protection is particularly valuable in applications where pressure surges can develop rapidly and cause significant damage before manual intervention is possible.
Selecting the appropriate crossover relief valve requires careful consideration of several critical factors. The valve’s pressure rating must match or exceed the maximum system pressure, while the flow capacity must accommodate the expected crossover volumes during normal and emergency operating conditions. Material compatibility with the process fluid is essential to ensure long-term reliability and prevent corrosion-related failures.
Temperature considerations play a crucial role in valve selection, as extreme temperatures can affect spring characteristics and seal performance. The valve’s response time must align with system requirements, particularly in applications where rapid pressure changes are common.
Installation location and accessibility are important factors that influence both initial selection and long-term maintenance requirements. The crossover relief valve should be positioned to provide optimal protection while remaining accessible for inspection, testing, and maintenance activities.
Maintaining peak performance from a crossover relief valve requires adherence to established maintenance protocols and regular performance verification. Periodic testing ensures the valve opens at the correct pressure differential and closes completely when conditions normalize. Spring calibration checks help maintain accurate set points and prevent drift that could compromise system protection.
Seal integrity inspection prevents internal leakage that could affect valve performance and system efficiency. Regular maintenance of moving components ensures smooth operation and prevents sticking that could delay valve response during critical events.
Establishing a comprehensive maintenance schedule based on operating conditions and manufacturer recommendations helps maximize valve life while ensuring reliable protection. Documentation of maintenance activities and performance testing results provides valuable data for optimizing maintenance intervals and identifying potential issues before they affect system operation.
As industrial systems become increasingly complex and operating pressures continue to rise, the importance of reliable crossover relief valve technology will only grow. Modern valve designs incorporate advanced materials and manufacturing techniques that provide enhanced durability and performance in demanding applications.
The integration of smart monitoring technologies with traditional crossover relief valve designs offers new opportunities for predictive maintenance and system optimization. These advanced systems can provide real-time performance data and early warning of potential issues, helping operators maintain peak system performance while minimizing maintenance costs.
Contact Everlasting Valve today to discuss your project requirements.

In industrial applications where rapid material discharge and precise flow control are critical, double dump valves represent a sophisticated solution that addresses the limitations of traditional single-outlet systems. These specialized valves have...
In industrial applications where rapid material discharge and precise flow control are critical, double dump valves represent a sophisticated solution that addresses the limitations of traditional single-outlet systems. These specialized valves have become increasingly essential across industries dealing with bulk materials, powders, and granular substances that require controlled, efficient discharge processes.
Double dump valves are engineered with two separate discharge outlets, allowing operators to direct material flow to different destinations or achieve more controlled discharge rates. Unlike conventional single-outlet valves, this dual-port design provides enhanced operational flexibility and improved process efficiency. The valve body typically features a Y-shaped or dual-branch configuration, with each outlet equipped with independent control mechanisms.
Their primary advantage lies in their ability to manage material flow with greater precision while reducing system downtime. When one outlet requires maintenance or experiences blockage, the alternate discharge path ensures continued operation, making these valves particularly valuable in continuous production environments.
Manufacturing facilities across multiple sectors rely on double dump valves for their material handling operations. In the cement industry, these valves facilitate the controlled discharge of cement powder from storage silos to different packaging lines or transport vehicles simultaneously. Chemical processing plants utilize these valves to manage the flow of various powdered chemicals while maintaining strict contamination control between different product streams.
Food processing operations benefit significantly when handling flour, sugar, and other bulk ingredients. The dual-outlet design allows for simultaneous filling of different processing lines or packaging systems, improving overall production efficiency. Pharmaceutical manufacturing also relies on these valves for precise control of active pharmaceutical ingredients and excipients during tablet and capsule production processes.
Mining operations frequently employ double dump valves in ore processing facilities, where controlled discharge of crushed materials to different processing stages is essential for optimal mineral recovery. The robust construction of these valves makes them suitable for handling abrasive materials common in mining applications.
Modern double dump valves incorporate several critical design elements that ensure reliable performance in demanding industrial environments. The valve body is typically constructed from high-grade stainless steel, carbon steel, or specialized alloys depending on the application requirements and material compatibility needs.
Their sealing mechanisms often feature elastomeric or metal-to-metal seals, with the choice depending on temperature, pressure, and chemical compatibility requirements. Advanced designs may incorporate pneumatic or electric actuators for automated operation, allowing for remote control and integration with plant control systems.
Additionally, the internal flow path geometry is engineered to minimize material buildup and prevent bridging of cohesive materials. Smooth internal surfaces and optimized discharge angles help ensure consistent material flow while reducing wear on valve components.
Double dump valves offer several operational advantages that justify their implementation in industrial material handling systems. The dual-outlet configuration provides redundancy that enhances system reliability and reduces unplanned downtime. This redundancy is particularly valuable in critical production processes where material flow interruption can result in significant economic losses.
Process efficiency improvements are another significant benefit. The ability to discharge materials to multiple destinations simultaneously can increase throughput while reducing the need for additional handling equipment. This efficiency gain often translates to reduced labor costs and improved overall equipment effectiveness.
Maintenance advantages include the ability to service one outlet while maintaining operation through the alternate discharge path. This capability is especially valuable in continuous production environments where scheduled maintenance windows are limited.
Proper selection requires careful consideration of several factors. Material characteristics, including particle size, density, flow properties, and chemical compatibility, directly influence valve design requirements. Abrasive materials may require specialized wear-resistant coatings or hardened components to ensure acceptable service life.
Operating conditions such as temperature, pressure, and environmental factors must be evaluated when specifying double dump valves. High-temperature applications may require special materials or cooling systems, while corrosive environments necessitate appropriate material selection and protective coatings.
Flow rate requirements and discharge patterns also influence valve selection. Some applications may require equal flow distribution between outlets, while others may need variable flow control to each discharge point.
Successful implementation requires proper installation and ongoing maintenance protocols. Installation should include adequate support structures to handle the valve weight and dynamic loads during operation. Proper alignment of discharge outlets with receiving equipment is essential for optimal performance and reduced wear.
Regular maintenance should include inspection of sealing surfaces, actuator operation, and internal wear components. Establishing preventive maintenance schedules based on operating conditions and material characteristics helps ensure reliable long-term performance.
The evolution of double dump valves continues with advances in materials technology, automation integration, and smart monitoring capabilities. Modern valve designs increasingly incorporate sensors for monitoring flow rates, valve position, and component condition, enabling predictive maintenance strategies and improved process control.
Contact Everlasting Valve today to discuss your project requirements.
Industrial operations across various sectors rely on precise control systems to maintain safety, efficiency, and regulatory compliance. Among the critical components that enable this control, the blowdown solenoid valve stands out as an essential...
Industrial operations across various sectors rely on precise control systems to maintain safety, efficiency, and regulatory compliance. Among the critical components that enable this control, the blowdown solenoid valve stands out as an essential safety and operational device. These specialized valves play a crucial role in pressure relief, system protection, and process optimization across multiple industries.
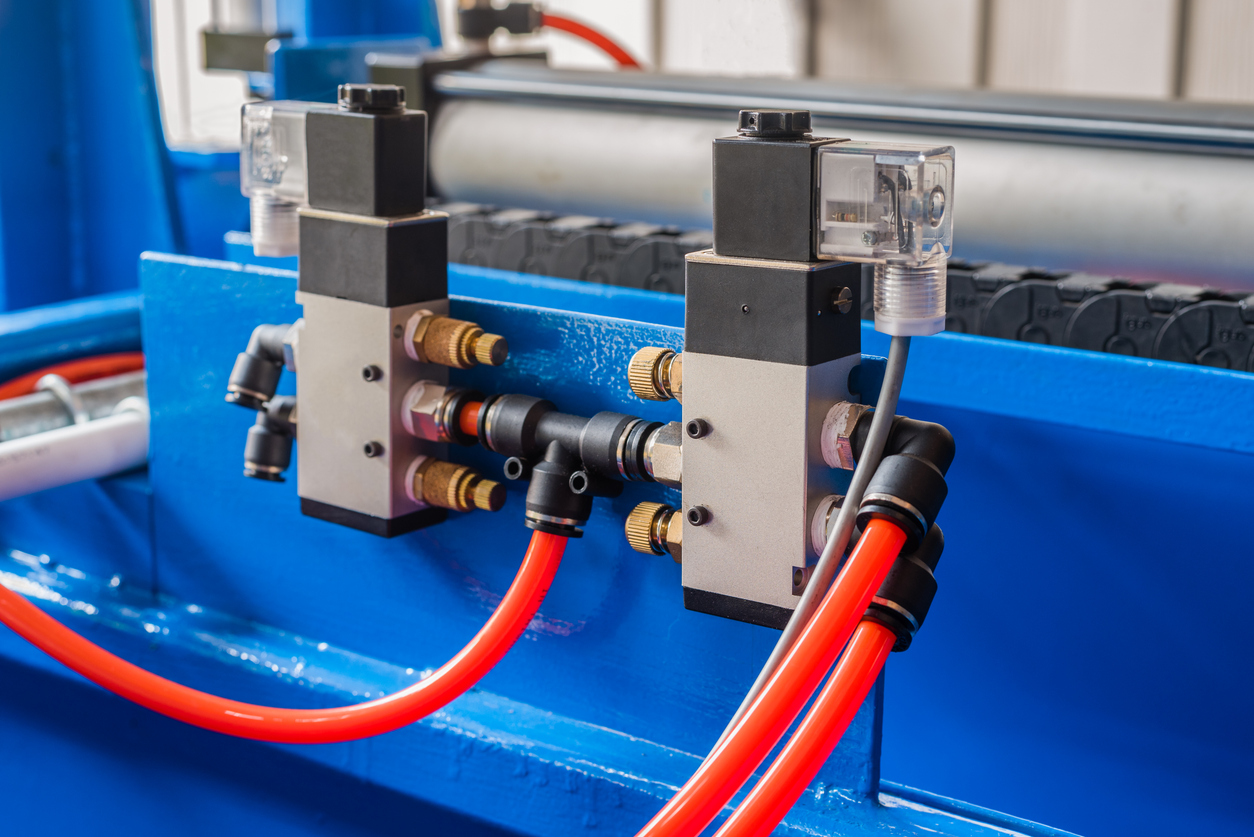
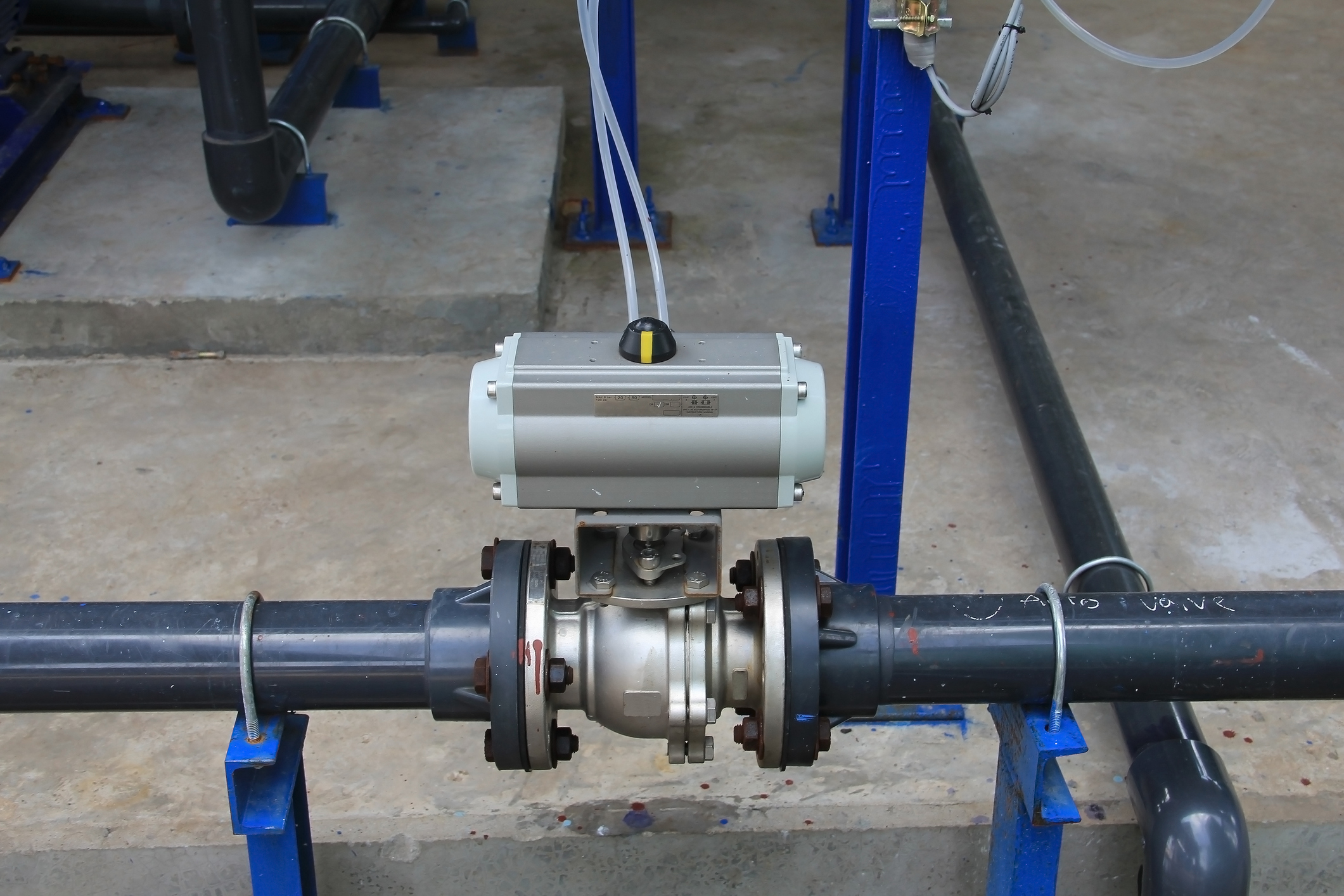
A blowdown solenoid valve is an electrically operated valve designed to rapidly release pressure from vessels, pipelines, or systems when specific conditions are met. Unlike traditional manual blowdown valves, these solenoid-operated units provide automated, precise control through electrical signals from control systems, sensors, or emergency shutdown sequences.
The fundamental design combines the reliability of solenoid actuation with the rapid response characteristics required for effective pressure relief. When energized, the solenoid creates a magnetic field that moves the valve’s internal mechanism, allowing for quick opening or closing as dictated by system requirements.
In upstream, midstream, and downstream oil and gas facilities, blowdown solenoid valves serve multiple critical functions. These valves enable emergency depressurization of vessels and pipelines during maintenance, emergency situations, or routine operational procedures. During pipeline pig operations, these valves help control pressure differentials and ensure safe passage of cleaning or inspection tools.
Refineries particularly benefit from blowdown solenoid valve implementation in their process units, where rapid pressure relief capabilities are essential for safe operation and equipment protection. The valves integrate seamlessly with distributed control systems (DCS) and safety instrumented systems (SIS) to provide automated responses to abnormal operating conditions.
Power plants, whether fossil fuel, nuclear, or renewable energy facilities, require sophisticated pressure management systems. Blowdown solenoid valves in these applications help manage boiler systems, steam lines, and cooling circuits. The ability to remotely actuate these valves provides operators with precise control over system pressures while maintaining safety margins.
In combined cycle power plants, these valves assist in managing the complex pressure relationships between gas turbines and steam turbines, ensuring optimal efficiency and safe operation during various load conditions.
Chemical and petrochemical facilities face unique challenges related to hazardous materials and complex process conditions. Blowdown solenoid valves in these environments must withstand corrosive media while providing reliable operation under extreme conditions. These valves enable safe maintenance procedures, emergency response protocols, and routine process control.
The automation capabilities of solenoid-operated blowdown valves prove particularly valuable in chemical processing, where human intervention in hazardous areas should be minimized. Remote operation capabilities allow operators to manage pressure relief from safe control room locations.
Municipal and industrial water treatment facilities utilize blowdown solenoid valves for various applications, including filter backwashing, membrane cleaning, and pressure vessel maintenance. The precise control offered by these valves helps optimize treatment processes while reducing water waste and energy consumption.
The implementation of blowdown solenoid valves offers several distinct advantages over manual alternatives. Response time represents perhaps the most significant benefit, with solenoid actuation enabling valve operation in milliseconds rather than the minutes required for manual intervention.
Integration capabilities with modern control systems allow for sophisticated automation strategies, including cascaded pressure relief sequences, time-delayed operations, and coordinated responses across multiple systems. This integration enhances both safety and operational efficiency while reducing the potential for human error.
Maintenance benefits include reduced wear on valve components due to consistent, controlled actuation forces. Unlike manual valves that may experience varying torque applications, solenoid-operated valves provide repeatable actuating forces that extend component life and improve reliability.
Proper blowdown solenoid valve selection requires careful evaluation of several critical parameters. Operating pressure and temperature ranges must align with system requirements, while flow capacity calculations ensure adequate relief capabilities for specific applications.
Material selection becomes particularly important in corrosive or high-temperature environments. Valve body materials, seal compounds, and internal components must withstand the intended service conditions while maintaining reliable operation over extended periods.
Electrical considerations include voltage requirements, explosion-proof certifications for hazardous locations, and compatibility with existing control systems. Many industrial applications require valves certified for use in classified electrical areas, necessitating appropriate enclosure ratings and safety certifications.
Successful blowdown solenoid valve implementation begins with proper installation procedures. Adequate piping support, appropriate downstream piping configurations, and proper electrical connections ensure optimal performance and longevity.
Regular maintenance programs should include periodic testing of solenoid function, inspection of sealing surfaces, and verification of control system integration. Predictive maintenance techniques, including vibration analysis and thermal imaging, can identify potential issues before they impact system operation.
Documentation of maintenance activities, testing results, and operational parameters provides valuable data for optimizing valve performance and planning future maintenance activities.
The evolution of blowdown solenoid valve technology continues to focus on enhanced reliability, improved diagnostics, and better integration with digital control systems. Smart valve technologies incorporating sensors and communication capabilities enable real-time monitoring of valve condition and performance.
Advanced materials and coating technologies extend valve life in challenging service conditions, while improved actuator designs enhance response times and reduce power consumption. These innovations support the broader industrial trend toward more efficient, reliable, and sustainable operations.
Contact Everlasting Valve today to discuss your project requirements.

In the complex world of industrial processing, efficient material flow is paramount to operational success. At the heart of many pneumatic conveying systems lies a critical component: the diverter valve. These specialized valves play an essential...
In the complex world of industrial processing, efficient material flow is paramount to operational success. At the heart of many pneumatic conveying systems lies a critical component: the diverter valve. These specialized valves play an essential role in routing materials through complex piping networks, ensuring products reach their intended destinations with precision and reliability.
Diverter valves for pneumatic conveying are engineered to redirect the flow of materials within conveying systems. They allow operators to route dry bulk materials from a single source to multiple destinations or combine multiple inputs into a single output. These valves come in various configurations, including flap-type, plug-type, swing gate, and rotating disc designs, each optimized for specific applications and material characteristics.
The most effective diverter valves share several key features:
The chemical industry relies heavily on pneumatic conveying systems to transport powders, granules, and other dry materials throughout processing facilities. Diverter valves in this sector must often handle corrosive substances and maintain strict material isolation to prevent potentially dangerous chemical reactions. High-quality diverter valves with superior sealing capabilities are essential for maintaining safety standards and process integrity.
Food processors utilize pneumatic conveying systems to transport ingredients such as flour, sugar, spices, and other dry food components. In this industry, diverter valves must meet stringent hygiene requirements, often featuring stainless steel construction and specialized seals to prevent contamination. The ability to thoroughly clean these valves is critical to maintaining food safety standards.
The pharmaceutical industry demands the highest levels of precision and cleanliness in material handling. Diverter valves in pharmaceutical applications must provide complete product isolation between batches to prevent cross-contamination. These valves often incorporate specialized design features to ensure they meet FDA and GMP requirements while maintaining efficient material flow.
Perhaps one of the most demanding applications for diverter valves is in the cement industry, where highly abrasive materials like limestone, clinker, and finished cement must be transported throughout production facilities. Diverter valves in this sector require exceptional wear resistance and durability to handle these harsh materials at high temperatures and pressures.
The mining industry utilizes pneumatic conveying for transporting a wide range of mineral products, from coal and copper concentrate to barite and bentonite. Diverter valves in this sector must withstand extreme abrasion while maintaining reliable operation in challenging environmental conditions. Special hardened materials and protective coatings are often employed to extend valve service life.
Plastic manufacturers use pneumatic conveying systems to transport pellets, powders, and granules from storage to processing equipment. Diverter valves in this industry must handle materials with varying flow characteristics while preventing material degradation. Specialized designs help minimize the creation of fines and angel hair that can contaminate the final product.
Power plants, especially those utilizing coal or biomass fuels, rely on pneumatic conveying systems to transport fuel and waste products like fly ash. Diverter valves in power generation applications must operate reliably under high-temperature conditions while handling highly abrasive materials. Durability and minimal maintenance requirements are essential to prevent costly downtime.
While traditional diverter valves may struggle with the harsh demands of industrial pneumatic conveying, Everlasting Valve’s innovative self-lapping, self-cleaning design sets a new standard for performance and longevity. Unlike conventional valves that wear out over time, Everlasting diverter valves actually improve with use, creating an increasingly tight seal as they operate.
This unique design provides several key advantages:
When selecting diverter valves for pneumatic conveying applications, several factors must be considered:
Rather than selecting an off-the-shelf solution, working with experienced valve engineers ensures you get a diverter valve optimized for your specific application. This tailored approach leads to better performance, longer service life, and ultimately, a stronger return on investment.
Diverter valves play a crucial role in pneumatic conveying systems across numerous industries, from food processing to cement production. Their ability to reliably direct material flow while withstanding challenging process conditions makes them indispensable components in modern industrial operations.
For applications demanding exceptional performance and longevity, Everlasting Valve’s innovative diverter valve design offers significant advantages over traditional options. With their self-lapping, self-cleaning operation and robust construction, these valves provide reliable service even in the most demanding environments.
Contact Everlasting Valve today to discuss your project requirements.

In the demanding world of industrial processing, equipment reliability can make or break operational efficiency. Among the critical components in these systems are sand valves – specialized industrial valves designed to handle one of the most...
In the demanding world of industrial processing, equipment reliability can make or break operational efficiency. Among the critical components in these systems are sand valves – specialized industrial valves designed to handle one of the most challenging materials in processing environments.
A sand valve is a robust industrial valve specifically engineered to handle highly abrasive materials such as industrial sand, silica, slurries, and cement. These valves play a crucial role in material handling operations, particularly in sand separation and collection processes. Unlike standard valves, sand valves must withstand extreme wear from continuous exposure to abrasive particles that would quickly deteriorate conventional valve designs.
The distinguishing factor of high-quality sand valves is their ability to maintain operational integrity while handling highly abrasive flow media. In environments where standard ball or gate valves would rapidly deteriorate, specialized sand valves continue functioning effectively. This distinction is critical for operations that cannot afford frequent downtimes for valve replacement or maintenance.
Sand valves find applications across various industries:
What sets Everlasting Valve’s sand valves apart is our proprietary rotating disc technology. Our sand valves feature a unique open-body design with a self-lapping rotating disc that cleans out process material with each operation. This innovative design results in a valve that actually improves with use – wearing in rather than wearing out.
The self-lapping action creates a progressively tighter seal with each valve cycle, completely contrary to conventional valves that loosen over time. This means that our sand valves not only handle abrasive materials more effectively but also become more efficient with continued use.
Investing in high-quality sand valves delivers numerous operational benefits:
When selecting sand valves for your operation, consider these factors:
Everlasting Valve offers customized solutions for your specific applications. Our engineering team works directly with customers to understand their unique challenges, visiting sites to assess conditions and develop valve solutions tailored to specific operational requirements.
While many manufacturers offer standard valves that may initially meet basic requirements, Everlasting Valve goes further by creating custom-engineered sand valves designed for your specific application. Our approach transforms how industrial valve manufacturing addresses client needs – instead of telling you how to make our products work, we adapt our products to work optimally in your environment.
Our sand valves can replace conventional gate valves, ball valves, butterfly valves, globe valves, and pinch valves in abrasive applications, delivering superior performance and longevity in the most demanding conditions. This adaptability makes Everlasting sand valves the ideal solution across multiple industries and applications.
Contact Everlasting Valve today to discuss your project requirements.

In industrial settings where boilers are crucial to operations, the components that manage these systems can make all the difference between efficiency and costly downtime. Among these critical components, slow opening boiler blowdown valves stand...
In industrial settings where boilers are crucial to operations, the components that manage these systems can make all the difference between efficiency and costly downtime. Among these critical components, slow opening boiler blowdown valves stand out for their significant advantages in safety, system longevity, and operational efficiency. This article explores why these specialized valves deserve consideration in your boiler maintenance strategy.
Boiler blowdown is a fundamental maintenance procedure that removes accumulated solids and impurities from boiler water. Without regular blowdown, these contaminants can cause scaling, corrosion, and ultimately, system failure. However, the manner in which blowdown occurs—particularly the speed of valve opening—can dramatically impact system performance and safety.
Conventional blowdown valves that open quickly introduce several risks to boiler systems. When a valve opens rapidly, it creates sudden pressure differentials that can lead to:
These issues not only present immediate safety concerns but also contribute to accelerated wear and tear, increasing maintenance requirements and reducing overall system efficiency.
Slow opening blowdown valves significantly reduce the risk of water hammer—a phenomenon where pressure waves in the system can cause pipe ruptures and equipment damage. By controlling the rate at which pressure is released, these valves maintain system stability during the critical blowdown process. This controlled pressure release protects both equipment and personnel from potential hazards associated with rapid pressure changes.
The gradual pressure reduction achieved with slow opening valves minimizes thermal shock to the boiler system. Sudden temperature changes can weaken metal components over time, but a controlled opening sequence reduces thermal stress on pipes, fittings, and the boiler itself. This more gentle operation translates directly to longer service life for all system components.
Slow opening valves provide operators with better control over the blowdown process. This enhanced control allows for:
The ability to fine-tune the blowdown process results in more efficient operations and lower operating costs over time.
When blowdown operations occur without the shock and stress of rapid valve opening, maintenance needs decrease substantially. Components experience less wear, reducing the frequency of repairs and replacements. For facilities with multiple boilers or continuous operations, this reduction in maintenance translates to significant cost savings and less downtime.
A controlled blowdown process prevents excessive water and heat loss that often occurs with rapid valve opening. By maintaining better control over the quantity of water released, facilities can optimize their energy usage and reduce the resources required to heat replacement water.
When integrating slow opening blowdown valves into your boiler system, several factors warrant consideration:
Valve Design: Look for valves specifically engineered for slow opening applications in high-pressure, high-temperature environments.
Material Quality: Select valves constructed from materials capable of withstanding the harsh conditions present in boiler systems.
Automation Capabilities: Consider whether manual or automated control best suits your operational needs.
Maintenance Access: Ensure valve placement allows for easy maintenance and inspection.
Compliance: Verify that your selected valve meets relevant industry standards and regulatory requirements.
While slow opening blowdown valves may represent a higher initial investment than conventional options, their financial benefits quickly become apparent through:
For industrial facilities where boiler reliability directly impacts production, the return on investment often materializes within the first year of implementation.
Slow opening boiler blowdown valves represent a significant advancement in boiler maintenance technology. By controlling the rate of pressure release, these specialized valves protect your equipment, enhance safety, and improve operational efficiency. For facilities seeking to optimize their boiler operations while reducing maintenance costs, these valves offer a compelling solution that addresses multiple operational challenges simultaneously.
Contact Everlasting Valve today to discuss your project requirements.

In the world of industrial material handling, pneumatic conveying systems play a crucial role in transporting powders, granules, and bulk solids efficiently through pipelines. At the heart of these systems are pneumatic conveying valves—components...
In the world of industrial material handling, pneumatic conveying systems play a crucial role in transporting powders, granules, and bulk solids efficiently through pipelines. At the heart of these systems are pneumatic conveying valves—components that control material flow, maintain system pressure, and ensure operational reliability. This comprehensive guide explores everything you need to know about these essential industrial components.
Pneumatic conveying valves are specialized flow control devices designed to manage the movement of dry bulk materials through pneumatic conveying systems. These valves regulate the flow of materials, prevent backflow, maintain pressure differentials, and enable the loading and unloading of materials at various points throughout the conveying process.
Unlike standard valves used in liquid applications, pneumatic conveying valves must withstand the unique challenges posed by dry materials, including abrasion, material buildup, and pressure fluctuations that can occur during the conveying process.
Rotary valves (also known as rotary airlocks) are among the most common valve types in pneumatic conveying. They feature a rotor with vanes or pockets that rotate within a housing, creating a continuous metering function while maintaining an air seal between the conveying line and the material inlet. These valves are ideal for:
Diverter valves direct material flow to different destinations within a pneumatic conveying system. They allow operators to route materials to various processing points or storage locations without interrupting the conveying process. Key advantages include:
Butterfly valves utilize a disk-shaped closure mechanism that rotates to control flow. In pneumatic conveying applications, heavy-duty butterfly valves with specialized seals are employed to handle abrasive materials while providing tight shutoff when needed.
Knife gate valves feature a sharp-edged gate that cuts through material buildup as it closes. These valves excel in applications involving sticky or cohesive materials that might cause other valve types to jam or bind.
Industrial ball valves used in pneumatic conveying applications typically feature a reinforced full-bore design that minimizes pressure drop and allows unimpeded material flow when open. Their quarter-turn operation makes them efficient for quick shutoff operations.
Selecting the right pneumatic conveying valve requires careful consideration of several factors:
The properties of the conveyed material significantly impact valve selection:
System-specific requirements also drive valve selection:
Long-term operational costs are heavily influenced by maintenance requirements:
Abrasive materials can quickly erode standard valve components. Advanced solutions include:
Sticky or cohesive materials can accumulate within valves, causing operational issues. Effective countermeasures include:
Pneumatic conveying systems often experience pressure variations that can affect valve performance. Solutions include:
Investing in premium pneumatic conveying valves yields significant operational advantages:
Everlasting Valve’s pneumatic conveying valves are engineered specifically for challenging applications where standard valves fail prematurely. Our self-lapping, rotating disc technology creates a continuously improving seal with use, unlike conventional valves that wear down over time. This unique design provides:
Contact Everlasting Valve today to discuss your project requirements.
In industrial operations where abrasive, corrosive, or high-solids content fluids are processed, the reliability of your valve systems is paramount. Selecting the right slurry valves manufacturer can mean the difference between consistent operations...
In industrial operations where abrasive, corrosive, or high-solids content fluids are processed, the reliability of your valve systems is paramount. Selecting the right slurry valves manufacturer can mean the difference between consistent operations and costly downtime. This guide outlines the critical factors to consider when choosing a slurry valves manufacturer for your demanding applications.
When evaluating a slurry valves manufacturer, experience should be at the top of your checklist. Manufacturers with decades in the industry have encountered and solved countless application challenges. They understand how different slurry compositions interact with valve materials and can recommend optimal solutions based on this knowledge.
Look for a manufacturer that specializes in harsh applications rather than one that offers slurry valves as just a small part of their product line. Specialized manufacturers invest more resources in research and development specific to slurry handling challenges.
Superior slurry valves begin with exceptional engineering. The best manufacturers employ experienced engineers who understand fluid dynamics, material science, and mechanical design principles. These professionals should be able to analyze your specific application requirements and recommend valve designs that will perform reliably under your operating conditions.
Custom engineering capabilities are particularly valuable when standard valve configurations won’t meet your needs. A manufacturer that can modify designs or create custom solutions demonstrates both technical capability and customer commitment.
Slurry applications are notoriously hard on valve components due to their abrasive and often corrosive nature. Premium manufacturers offer valves constructed from high-quality materials selected specifically for slurry service. Look for manufacturers that provide:
The manufacturer should be transparent about material specifications and be able to explain how their material choices enhance performance in slurry applications.
The manufacturing process itself significantly impacts valve quality and reliability. Leading slurry valve manufacturers maintain stringent quality control procedures throughout production. Look for manufacturers with:
Facility tours or virtual visits can provide insight into a manufacturer’s commitment to quality. Pay attention to cleanliness, organization, and the presence of inspection stations throughout the production area.
A manufacturer’s claims about valve performance should be backed by verifiable results. Request case studies or references from operations similar to yours where the manufacturer’s valves have performed well. The best manufacturers maintain detailed records of valve performance across various applications and are willing to share this information.
Mean time between maintenance (MTBM) statistics are particularly valuable, as they quantify reliability in real-world conditions. Compare these figures across different manufacturers to identify those whose products truly deliver on durability claims.
While initial purchase price is important, it represents just a fraction of a valve’s total cost of ownership. Premier slurry valve manufacturers design with lifetime costs in mind, focusing on:
A quality manufacturer should be able to help you calculate the total cost of ownership for their valves in your specific application, demonstrating how premium valves often deliver better long-term value despite higher initial costs.
Even the best valves eventually require maintenance or troubleshooting. Leading manufacturers provide comprehensive support including:
Evaluate the manufacturer’s response time to technical inquiries during the quotation process, as this often indicates the level of support you can expect after purchase.
The fluid handling industry continues to evolve with new materials, manufacturing techniques, and design approaches. The best slurry valve manufacturers invest in research and development to improve their products continuously. Ask potential suppliers about recent innovations and their product development roadmap.
Companies that hold patents for valve technologies often demonstrate superior commitment to advancing the state of the art in slurry handling solutions.
Modern industrial operations must meet increasingly stringent environmental and safety requirements. Leading valve manufacturers design products with these considerations in mind, offering:
Selecting the right slurry valves manufacturer requires careful evaluation of their expertise, engineering capabilities, manufacturing quality, and long-term support. While initial price is a consideration, the total value delivered through reliable performance and reduced maintenance costs should guide your decision. The ideal manufacturer partners with you to understand your specific challenges and provides solutions engineered for your unique operating conditions.
Contact Everlasting Valve today to discuss your project requirements.

In industrial processes where reliability and longevity matter, selecting the right stainless steel control valve is critical to operational success. Control valves regulate the flow of media—whether liquid, gas, or slurry—and play a vital role...
In industrial processes where reliability and longevity matter, selecting the right stainless steel control valve is critical to operational success. Control valves regulate the flow of media—whether liquid, gas, or slurry—and play a vital role in maintaining process efficiency and safety. This guide will help engineering and procurement professionals navigate the selection process to find the optimal stainless steel control valve for their specific applications.
Stainless steel control valves are engineered to provide precise flow control while offering superior corrosion resistance compared to standard carbon steel alternatives. The stainless steel construction makes these valves particularly valuable in harsh environments where exposure to corrosive media, extreme temperatures, or abrasive materials is common.
The primary advantages of stainless steel control valves include:
The properties of your process media significantly influence valve selection:
Different applications require specific flow characteristics:
The rangeability (ratio between maximum and minimum controllable flow) is also crucial for applications with varying flow requirements.
Several pressure-related factors affect valve selection:
Different grades offer varying benefits:
Common stainless steel control valve body designs include:
The actuator must match your control needs:
Different industries have unique needs:
When selecting a stainless steel control valve, consider the total cost of ownership, not just the initial purchase price. Factors affecting long-term costs include:
Everlasting Valve’s stainless steel control valves are engineered for the most demanding applications. Our unique self-lapping, rotating disc design provides several advantages:
Our valves are custom-engineered to meet the specific requirements of your application, ensuring optimal performance and longevity. The Everlasting difference is evident in applications where other valves require frequent maintenance or replacement.
When finalizing your stainless steel control valve selection:
Contact Everlasting Valve today to discuss your project requirements.
