
Selecting the best abrasion resistant material for industrial valve applications is crucial for maintaining operational efficiency and minimizing maintenance costs. In industries processing abrasive media such as mining slurries, cement, sand, and...
Selecting the best abrasion resistant material for industrial valve applications is crucial for maintaining operational efficiency and minimizing maintenance costs. In industries processing abrasive media such as mining slurries, cement, sand, and chemical compounds, valve components face extreme wear conditions that can lead to rapid deterioration and costly failures. Understanding the properties and applications of various abrasion-resistant materials enables engineers to make informed decisions that optimize valve performance and longevity.
Abrasion resistance refers to a material’s ability to withstand wear caused by friction and mechanical action. In valve applications, abrasive particles flowing through the system create continuous contact with internal surfaces, gradually wearing away material and compromising valve integrity. The best abrasion resistant material must balance hardness, toughness, and corrosion resistance while maintaining dimensional stability under operating conditions.
Different abrasive mechanisms require specific material properties. Low-stress scratching abrasion involves particles sliding across surfaces, while high-stress gouging involves particles being crushed between surfaces under pressure. Understanding these mechanisms helps engineers select appropriate materials for specific applications.
Tungsten carbide represents one of the best abrasion resistant materials available for valve applications. With hardness values typically ranging from 87-92 HRA, tungsten carbide provides exceptional wear resistance in extreme abrasive environments. Its unique combination of hardness and toughness makes it ideal for valve seats, balls, and other critical wear components.
The material’s microstructure, consisting of tungsten carbide particles bound in a cobalt matrix, provides the optimal balance of properties. Higher cobalt content improves toughness but reduces hardness, while lower cobalt content maximizes hardness but may increase brittleness. Selecting the appropriate grade depends on specific application requirements and operating conditions.
Tungsten carbide’s excellent thermal conductivity helps dissipate heat generated during operation, preventing thermal stress and maintaining dimensional stability. This property is particularly valuable in high-velocity flow applications where friction generates significant heat.
Technical ceramics, including alumina, silicon carbide, and zirconia, offer exceptional abrasion resistance for specialized valve applications. These materials combine extreme hardness with excellent chemical resistance, making them the best abrasion resistant material choice for corrosive-abrasive environments.
Silicon carbide provides outstanding performance in high-temperature applications, maintaining its properties at temperatures exceeding 1000°C. Its low thermal expansion coefficient and high thermal shock resistance make it ideal for valves experiencing rapid temperature changes. The material’s chemical inertness ensures compatibility with aggressive chemicals and prevents degradation in corrosive environments.
Alumina ceramics offer excellent wear resistance at more economical cost points compared to tungsten carbide. With hardness values approaching 88 HRA, alumina provides superior abrasion resistance while maintaining reasonable fracture toughness. Advanced processing techniques have improved alumina’s reliability, making it a viable option for many industrial valve applications.
Hard-facing alloys represent cost-effective solutions for improving abrasion resistance without replacing entire valve components. These materials, applied through welding or thermal spray processes, create protective surfaces that extend component life significantly. Stellite alloys, containing cobalt, chromium, and tungsten, provide excellent abrasion and corrosion resistance.
Chromium carbide overlays offer exceptional abrasion resistance through precipitation hardening mechanisms. These treatments can increase surface hardness to 60+ HRC while maintaining a tough substrate. The overlay thickness can be optimized based on expected wear rates and component geometry.
Thermal spray coatings enable application of various best abrasion resistant materials to complex geometries. Tungsten carbide, chromium oxide, and aluminum oxide coatings can be applied to existing components, providing cost-effective refurbishment options. These coatings also allow material optimization for specific wear patterns and operating conditions.
In applications involving moderate abrasion combined with corrosive conditions, duplex stainless steels provide excellent performance. These materials combine the corrosion resistance of austenitic stainless steels with the strength and wear resistance of ferritic grades. The dual-phase microstructure provides superior mechanical properties compared to conventional stainless steels.
Super duplex grades, with enhanced nickel and molybdenum content, offer the best abrasion resistant material properties within the stainless steel family. Their high strength and good toughness make them suitable for valve bodies and bonnets in abrasive-corrosive environments.
Selecting the best abrasion resistant material requires careful evaluation of multiple factors beyond simple hardness values. Particle size and shape significantly influence wear mechanisms, with angular particles causing more severe abrasion than rounded particles. Flow velocity affects impact energy and wear rates, requiring materials with appropriate toughness levels.
Operating temperature influences material properties and selection criteria. High temperatures can cause thermal softening in some materials while enhancing the brittleness of others. Chemical compatibility ensures long-term performance without degradation or loss of properties.
Economic considerations must balance initial material costs with expected service life and maintenance requirements. While premium materials like tungsten carbide have higher initial costs, their extended service life often provides better total cost of ownership compared to less expensive alternatives requiring frequent replacement.
Mining applications typically involve large particles with high kinetic energy, requiring materials with excellent impact resistance. Tungsten carbide or hard-faced components provide optimal performance in these demanding conditions. Slurry handling applications may benefit from ceramic linings that eliminate metallic contamination concerns.
Chemical processing applications require materials that maintain abrasion resistance while providing chemical compatibility. Advanced ceramics or specialized alloys may represent the best abrasion resistant material choice depending on specific chemical exposure.
Research continues to develop new materials and treatments that push the boundaries of abrasion resistance. Nanostructured materials and advanced composites show promise for further improving performance while potentially reducing costs. Surface modification techniques, including ion implantation and laser treatments, offer new approaches to enhancing existing materials.
Additive manufacturing technologies enable production of complex geometries with graded material properties, allowing optimization of abrasion resistance where needed most. These technologies may revolutionize how abrasion-resistant components are designed and manufactured.
Selecting the best abrasion resistant material for valve applications requires comprehensive understanding of wear mechanisms, material properties, and operating conditions. Tungsten carbide, advanced ceramics, and hard-facing alloys each offer unique advantages for specific applications. By carefully evaluating these factors and working with experienced material specialists, engineers can optimize valve performance while minimizing lifecycle costs.
Contact us today to request a quote or speak with an expert!

Industrial valve maintenance is a critical component of any successful manufacturing operation. Proper maintenance protocols not only ensure optimal performance but also significantly extend equipment lifespan, reduce downtime, and minimize costly...
Industrial valve maintenance is a critical component of any successful manufacturing operation. Proper maintenance protocols not only ensure optimal performance but also significantly extend equipment lifespan, reduce downtime, and minimize costly repairs. For industrial facilities processing abrasive materials, implementing comprehensive maintenance strategies becomes even more essential to maintain operational efficiency and safety standards.
Industrial valves operate under extreme conditions, handling corrosive chemicals, high pressures, and abrasive materials that can cause rapid wear and deterioration. Without proper maintenance, these critical components can fail unexpectedly, leading to production shutdowns, safety hazards, and expensive emergency repairs. A well-structured industrial valve maintenance program addresses these challenges proactively, ensuring continuous operation and maximizing return on investment.
The cost of valve failure extends beyond simple replacement expenses. Unplanned downtime can result in lost production, missed delivery deadlines, and potential safety incidents. Additionally, emergency repairs often require premium pricing for parts and labor, further increasing operational costs. By implementing preventive maintenance strategies, facilities can avoid these costly scenarios while maintaining consistent production schedules.
Establishing systematic inspection schedules forms the foundation of successful industrial valve maintenance. Visual inspections should identify signs of wear, corrosion, leakage, or unusual operating conditions. Operators should monitor valve performance parameters, including opening and closing times, required operating torque, and any unusual sounds during operation.
Documentation plays a crucial role in tracking valve performance over time. Maintenance logs should record inspection findings, repairs performed, parts replaced, and any operational issues encountered. This historical data enables predictive maintenance strategies and helps identify patterns that may indicate impending failures.
Proper lubrication ensures smooth valve operation and prevents premature wear of moving components. Industrial valve maintenance schedules must specify appropriate lubricants for different valve types and operating conditions. High-temperature applications require specialized lubricants that maintain their properties under extreme conditions, while food-grade applications demand lubricants that meet FDA requirements.
Regular cleaning procedures remove accumulated debris, scale, and corrosive deposits that can impair valve function. Abrasive materials are particularly challenging, as they can cause rapid wear if allowed to accumulate around sealing surfaces and moving components. Establishing cleaning protocols specific to the handled materials ensures optimal valve performance.
Sealing components typically experience the most wear in industrial valve applications. Regular replacement of seals, gaskets, and O-rings prevents leakage and maintains system integrity. Industrial valve maintenance programs should establish replacement intervals based on operating conditions, material compatibility, and manufacturer recommendations.
When replacing sealing components, it’s essential to select materials that are compatible with the process fluids and operating temperatures. Incompatible materials can lead to rapid degradation and premature failure, negating the benefits of regular maintenance.
Modern industrial valve maintenance incorporates predictive technologies that monitor valve performance in real-time. Vibration analysis can detect developing problems before they result in failure, while thermal imaging identifies hot spots that may indicate internal wear or blockages. These technologies enable maintenance teams to address issues during planned shutdowns rather than dealing with unexpected failures.
Flow monitoring systems can detect changes in valve performance that may indicate internal wear or damage. By establishing baseline performance parameters, operators can identify gradual deterioration and schedule maintenance accordingly.
Industrial valve maintenance extends beyond routine servicing to include strategic upgrades that improve longevity and performance. In abrasive applications, upgrading to more durable materials can significantly extend service life and reduce maintenance frequency. Advanced ceramic coatings and hard-facing materials provide superior wear resistance compared to traditional materials.
When evaluating upgrade options, consider the total cost of ownership rather than just initial purchase price. More expensive, durable materials often provide better long-term value through reduced maintenance requirements and extended service life.
Valves handling abrasive materials face unique maintenance challenges. Abrasive particles can cause rapid wear of sealing surfaces, internal components, and actuating mechanisms. Industrial valve maintenance in these applications requires specialized approaches, including more frequent inspections, upgraded materials, and modified operating procedures.
Consider implementing bypass systems that allow valve maintenance without shutting down entire processes. This approach minimizes production disruption while ensuring critical valves receive necessary attention.
Successful industrial valve maintenance programs require properly trained personnel who understand valve operation principles, maintenance procedures, and safety requirements. Regular training updates ensure maintenance teams stay current with evolving technologies and best practices.
Comprehensive documentation supports effective maintenance programs by providing clear procedures, specifications, and troubleshooting guidance. Well-organized maintenance manuals should include manufacturer specifications, recommended parts lists, and step-by-step procedures for common maintenance tasks.
Investing in comprehensive industrial valve maintenance programs delivers measurable returns through reduced downtime, extended equipment life, and lower total operating costs. Facilities that implement proactive maintenance strategies typically experience 30-50% fewer unplanned shutdowns compared to reactive maintenance approaches.
Additionally, preventive maintenance enables better inventory management by allowing planned procurement of replacement parts rather than emergency purchases at premium prices. This strategic approach to parts management can reduce maintenance costs by 20-30% while ensuring necessary components are available when needed.
Implementing comprehensive industrial valve maintenance practices is essential for maintaining operational efficiency, ensuring safety, and maximizing equipment investment returns. By establishing regular inspection protocols, utilizing predictive maintenance technologies, and training personnel properly, facilities can achieve optimal valve performance while minimizing unexpected failures and costly downtime.
Contact us today to request a quote or speak with an expert!

Throttling valves serve as critical flow control components in countless industrial applications, enabling precise regulation of fluid flow rates while maintaining optimal system performance. Understanding the diverse throttling valve uses across...
Throttling valves serve as critical flow control components in countless industrial applications, enabling precise regulation of fluid flow rates while maintaining optimal system performance. Understanding the diverse throttling valve uses across different industries helps engineers and facility managers make informed decisions about valve selection and system design. At Everlasting Valve, we’ve witnessed firsthand how proper throttling valve implementation can dramatically improve operational efficiency and safety across various industrial sectors.
Throttling valves are designed to control fluid flow by creating a variable restriction in the flow path. Unlike on/off valves that simply start or stop flow, throttling valves provide precise flow modulation by partially opening or closing to achieve desired flow rates. This functionality makes them indispensable for maintaining consistent process conditions and protecting downstream equipment from pressure surges or excessive flow rates.
One of the most fundamental throttling valve uses involves maintaining consistent flow rates in process systems. Manufacturing facilities rely on throttling valves to ensure steady material feed rates, consistent mixing ratios, and optimal reaction conditions. In chemical processing plants, these valves help maintain precise flow rates of reactants, preventing dangerous reactions while maximizing product quality and yield.
Throttling valve uses extend significantly into pressure reduction applications where high-pressure upstream systems must be safely reduced to lower downstream pressures. Steam distribution systems frequently employ throttling valves to reduce high-pressure steam to appropriate levels for heating, sterilization, or power generation applications. This controlled pressure reduction prevents damage to sensitive equipment while maintaining system stability.
Many throttling valve uses involve temperature regulation through controlled fluid flow. HVAC systems utilize throttling valves to modulate coolant or heating medium flow rates, maintaining desired temperature ranges in buildings and industrial facilities. Similarly, heat exchangers employ throttling valves to control the flow of heating or cooling fluids, ensuring optimal heat transfer rates and preventing thermal stress on equipment.
The petroleum industry presents numerous specialized throttling valve uses, from wellhead pressure control to refinery process optimization. Production facilities use throttling valves to control flow rates from wells, preventing equipment damage while maximizing recovery rates. Refineries employ these valves throughout distillation, cracking, and purification processes to maintain precise operating conditions and product specifications.
Power plants demonstrate critical throttling valve uses in steam turbine control, feedwater regulation, and cooling system management. Steam throttling valves control turbine inlet conditions, directly impacting power output and efficiency. Cooling water systems rely on throttling valves to maintain optimal flow rates through condensers and heat exchangers, ensuring reliable power generation while minimizing water consumption.
Municipal and industrial water systems showcase essential throttling valve uses in treatment processes and distribution networks. Treatment plants use throttling valves to control chemical dosing rates, filtration flow rates, and backwash cycles. Distribution systems employ these valves for pressure zone management, ensuring consistent water pressure throughout service areas while preventing pipe damage from excessive pressure.
The food industry relies on specific throttling valve uses to maintain product quality and safety standards. Processing facilities use throttling valves to control ingredient flow rates, mixing speeds, and cleaning solution circulation. Dairy processing plants employ these valves for pasteurization temperature control, while beverage manufacturers use them for carbonation level management and filling line control.
Modern throttling valve uses increasingly involve integration with automated control systems and smart instrumentation. These applications require valves capable of precise positioning based on feedback from temperature sensors, pressure transmitters, and flow meters. Advanced throttling valves equipped with electric or pneumatic actuators enable remote control and continuous optimization of process conditions.
Critical throttling valve uses include emergency response and safety applications where rapid flow control can prevent catastrophic failures. Emergency shutdown systems rely on fail-safe throttling valves to quickly reduce flow rates or isolate dangerous processes during upset conditions. These applications demand highly reliable valves with proven performance under extreme conditions.
Understanding specific throttling valve uses helps determine appropriate valve characteristics, including materials of construction, actuation methods, and control capabilities. High-temperature applications require valves with specialized metallurgy and heat-resistant components, while corrosive environments demand chemically compatible materials and protective coatings.
Flow characteristics represent another crucial consideration, as different valve designs provide linear, equal percentage, or quick-opening flow curves. The choice depends on specific throttling valve uses and desired control response characteristics.
Successful throttling valve uses require regular maintenance and performance monitoring to ensure continued reliability and accuracy. Preventive maintenance programs should include periodic calibration, actuator inspection, and seat integrity verification. Modern diagnostic tools enable condition monitoring and predictive maintenance, reducing unexpected failures while optimizing valve performance.
Proper installation and commissioning are equally important for achieving intended throttling valve uses. Correct sizing, orientation, and pipeline configuration ensure optimal valve performance and longevity.
The diverse throttling valve uses across industrial applications demonstrate their critical importance in modern process control and safety systems. From basic flow regulation to complex automated control scenarios, these versatile components enable precise operation while protecting valuable equipment and ensuring product quality.
Contact us today to request a quote or speak with an expert!

In today's competitive industrial landscape, maximizing operational efficiency while minimizing maintenance costs is paramount. One critical component that significantly impacts both objectives is the discharge valve. Understanding discharge valve...
In today’s competitive industrial landscape, maximizing operational efficiency while minimizing maintenance costs is paramount. One critical component that significantly impacts both objectives is the discharge valve. Understanding discharge valve benefits can help facility managers, engineers, and procurement professionals make informed decisions that enhance system performance and reduce total cost of ownership.
Discharge valves serve as essential control mechanisms in various industrial processes, regulating the flow of liquids, gases, and slurries from tanks, vessels, and processing equipment. These specialized valves are designed to handle the demanding conditions often found at discharge points, where high pressures, abrasive materials, and frequent cycling can challenge conventional valve technologies.
One of the most significant discharge valve benefits is improved system reliability. High-quality discharge valves are engineered to withstand harsh operating conditions while maintaining consistent performance over extended periods. This reliability translates directly into reduced unplanned downtime, which can cost industrial facilities thousands of dollars per hour in lost production.
Modern discharge valves incorporate advanced sealing technologies and robust construction materials that resist wear, corrosion, and thermal stress. This durability ensures that critical discharge points remain operational when your facility needs them most.
Precise flow control represents another key advantage among discharge valve benefits. Today’s discharge valves offer exceptional throttling capabilities, allowing operators to fine-tune flow rates with remarkable accuracy. This precision enables better process control, improved product quality, and optimized resource utilization.
Advanced discharge valve designs feature linear flow characteristics and minimal pressure drop, ensuring that upstream processes operate efficiently while maintaining the desired discharge parameters. This level of control is particularly valuable in applications involving expensive raw materials or strict quality specifications.
Lower maintenance costs constitute one of the most compelling discharge valve benefits for budget-conscious operations. Premium discharge valves are designed with maintenance-friendly features such as accessible components, replaceable wear parts, and self-cleaning mechanisms that minimize service intervals.
The extended service life of quality discharge valves reduces the frequency of replacement cycles, while their robust design minimizes the need for emergency repairs. This reliability allows maintenance teams to focus on preventive care rather than reactive troubleshooting.
Safety enhancement ranks among the critical discharge valve benefits that cannot be overlooked. Reliable discharge valves help prevent dangerous pressure buildups, uncontrolled releases, and system failures that could endanger personnel and equipment.
Many modern discharge valves incorporate fail-safe mechanisms that automatically position the valve in a safe state during power failures or control system malfunctions. This inherent safety feature provides peace of mind for operations managers responsible for workplace safety compliance.
In mining applications, discharge valve benefits include exceptional resistance to abrasive slurries and harsh chemicals. Specialized discharge valves designed for mining operations feature hardened surfaces and erosion-resistant materials that maintain performance even when handling highly abrasive materials like sand, ore concentrates, and tailings.
Power plants benefit from discharge valves that can handle high-temperature steam, corrosive cooling water, and other challenging media. The discharge valve benefits in this sector include reliable performance under thermal cycling conditions and resistance to scale buildup that can impair valve operation.
Chemical facilities require discharge valves that resist corrosion from acids, bases, and organic solvents. The discharge valve benefits for chemical applications include compatibility with a wide range of process media and the ability to maintain tight shutoff even after extended exposure to aggressive chemicals.
To fully realize discharge valve benefits, proper valve selection is essential. Key considerations include:
Material Compatibility: Ensuring valve components are compatible with process media prevents premature failure and maintains performance over time.
Pressure and Temperature Ratings: Selecting valves with appropriate ratings prevents over-stressing and extends service life.
Flow Characteristics: Matching valve flow characteristics to application requirements optimizes process control and efficiency.
Actuation Requirements: Choosing the right actuation method ensures reliable operation under all operating conditions.
The cumulative effect of discharge valve benefits extends far beyond the initial purchase price. Facilities that invest in high-quality discharge valves typically experience:
These economic advantages make premium discharge valves a sound investment for facilities focused on long-term operational excellence.
As industrial automation continues to evolve, discharge valve benefits now include smart monitoring capabilities and predictive maintenance features. Modern discharge valves can integrate with plant control systems to provide real-time performance data, enabling proactive maintenance scheduling and optimized operation.
At Everlasting Valve, we understand that maximizing discharge valve benefits requires more than just quality products – it demands expertise, service, and ongoing support. Our team of valve specialists works closely with customers to identify the optimal discharge valve solutions for their specific applications, ensuring that they realize the full spectrum of discharge valve benefits available in today’s market.
Contact us today to request a quote or speak with an expert!
In industrial applications, selecting the right valve type is crucial for optimal system performance, operational efficiency, and long-term reliability. Two fundamental valve categories that engineers and procurement professionals frequently...
In industrial applications, selecting the right valve type is crucial for optimal system performance, operational efficiency, and long-term reliability. Two fundamental valve categories that engineers and procurement professionals frequently encounter are quarter turn and compression valves. Understanding the key differences between these valve types enables informed decision-making and ensures proper application in various industrial processes.
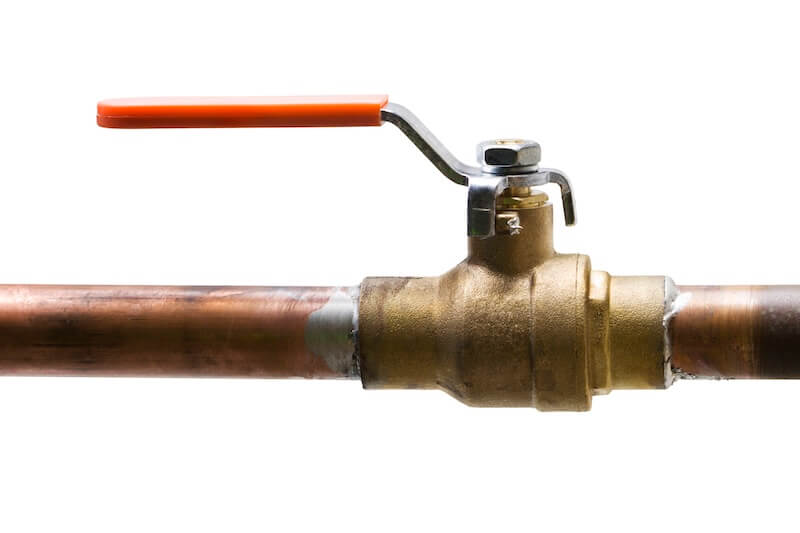
Quarter turn valves operate through a 90-degree rotation mechanism, moving from fully open to fully closed position with a simple quarter turn of the actuator. This design category includes ball valves, butterfly valves, and plug valves, each offering distinct advantages for specific applications.
The primary benefit of quarter turn valves lies in their rapid operation capability. Industrial processes requiring quick shut-off or flow control benefit significantly from the instantaneous response these valves provide. Manufacturing facilities, chemical processing plants, and water treatment systems often rely on quarter turn valves for emergency shut-off applications where response time is critical.
Quarter turn valves typically feature fewer moving parts compared to their multi-turn counterparts, resulting in reduced maintenance requirements and improved reliability. The simplified internal mechanism translates to lower operational costs and extended service life, making them an economical choice for many industrial applications.
Compression valves, also known as multi-turn valves, operate through a threaded stem mechanism that requires multiple rotations to move between open and closed positions. Gate valves, globe valves, and needle valves represent common compression valve types used across various industries.
The gradual opening and closing action of compression valves provides precise flow control capabilities. This characteristic makes them ideal for applications requiring fine-tuned flow regulation, such as steam systems, hydraulic applications, and processes where throttling control is essential.
Compression valves excel in high-pressure applications due to their robust construction and metal-to-metal seating arrangements. The threaded stem design distributes operating forces evenly, enabling these valves to handle extreme pressure conditions while maintaining reliable sealing performance.
The most apparent difference between quarter turn and compression valves lies in their actuation methods. Quarter turn valves achieve full stroke with a 90-degree rotation, while compression valves require multiple turns to complete their operating cycle. This fundamental difference impacts installation space requirements, operator ergonomics, and automation compatibility.
Response time represents another critical distinction. Quarter turn valves provide immediate response to control signals, making them suitable for applications requiring rapid system response. Compression valves offer slower, more controlled operation, which proves advantageous in systems where gradual flow changes prevent hydraulic shock or pressure surges.
Quarter turn and compression valves exhibit different flow characteristics that influence their suitability for specific applications. Quarter turn valves typically provide linear flow characteristics, with flow rate proportional to valve position. This relationship simplifies system design and control algorithm development.
Compression valves often demonstrate equal percentage flow characteristics, where equal increments of valve travel produce equal percentage changes in flow rate. This characteristic provides superior control resolution at low flow rates, making compression valves preferable for applications requiring precise flow modulation.
The internal flow path design also differs significantly between these valve types. Quarter turn valves generally offer unobstructed flow passages when fully open, minimizing pressure drop and reducing energy costs. Compression valves may introduce flow restrictions due to their internal geometry, but this design often enhances mixing and provides better shut-off capabilities.
Maintenance requirements vary considerably between quarter turn and compression valves. Quarter turn valves typically require less frequent maintenance due to their simplified design and reduced number of wear points. The quarter turn mechanism experiences minimal sliding friction during operation, extending component life and reducing maintenance intervals.
Compression valves require more regular attention, particularly regarding stem packing and seat maintenance. The threaded stem mechanism experiences continuous sliding contact during operation, potentially leading to wear and requiring periodic adjustment or replacement. However, compression valves often provide superior repairability, with many components accessible for in-line maintenance.
Selecting between quarter turn and compression valves depends on specific application requirements, system parameters, and operational priorities. Quarter turn valves suit applications prioritizing rapid response, minimal maintenance, and energy efficiency. Emergency shut-off systems, automated processes, and high-cycle applications typically benefit from quarter turn valve implementation.
Compression valves prove advantageous in applications requiring precise flow control, high-pressure capabilities, and superior shut-off performance. Steam systems, high-pressure hydraulics, and processes requiring throttling control often utilize compression valves for optimal performance.
Initial procurement costs vary between quarter turn and compression valves, with factors including size, materials, and pressure ratings influencing pricing. Quarter turn valves often provide lower total cost of ownership due to reduced maintenance requirements and longer service intervals.
Compression valves may require higher maintenance investment but can offer superior performance in demanding applications, potentially justifying higher operational costs through improved process control and reliability.
Understanding the fundamental differences between quarter turn and compression valves enables industrial professionals to make informed decisions that optimize system performance, minimize operational costs, and ensure reliable long-term operation. Each valve type offers distinct advantages that align with specific application requirements and operational priorities.
Contact us today to request a quote or speak with an expert!
High temperature valves are critical components in industrial processes where extreme heat conditions demand reliable flow control solutions. These specialized valves must withstand temperatures that would compromise standard valve materials and...
High temperature valves are critical components in industrial processes where extreme heat conditions demand reliable flow control solutions. These specialized valves must withstand temperatures that would compromise standard valve materials and designs, making them indispensable across numerous industries. Understanding the applications of high temperature valves helps engineers and plant managers select the right equipment for their specific operational requirements.
The power generation sector represents one of the largest markets for high temperature valve applications. In coal-fired power plants, these valves control superheated steam at temperatures exceeding 1,000°F (538°C). Steam turbine applications require valves that maintain structural integrity while managing rapid temperature fluctuations during startup and shutdown cycles.
Nuclear power facilities also rely heavily on high temperature valves for reactor coolant systems and steam generator applications. These environments demand valves that not only withstand extreme temperatures but also resist radiation and maintain leak-tight performance under critical safety conditions.
Gas turbine power plants utilize high temperature valves in their combustion sections and exhaust systems, where temperatures can reach 2,000°F (1,093°C) or higher. The reliability of these valves directly impacts plant efficiency and operational availability.
Petroleum refining processes involve numerous high temperature applications where specialized valves are essential. Crude oil distillation units operate at temperatures ranging from 650°F to 750°F (343°C to 399°C), requiring valves that can handle both high temperatures and corrosive hydrocarbon environments.
Catalytic cracking units, which break down heavy hydrocarbons into lighter products, operate at temperatures up to 1,000°F (538°C). The applications of high temperature valves in these units include reactor inlet and outlet control, regenerator systems, and flue gas handling.
Hydroprocessing units, including hydrotreating and hydrocracking operations, require valves capable of withstanding temperatures up to 800°F (427°C) while maintaining precise flow control in hydrogen-rich environments.
Chemical manufacturing processes frequently involve high temperature reactions and separations. Steam cracking units for ethylene production operate at temperatures exceeding 1,500°F (816°C), demanding valves with exceptional thermal shock resistance and materials compatibility.
Ammonia synthesis plants require high temperature valves for reformer applications where steam-methane reactions occur at temperatures around 1,600°F (871°C). These valves must maintain performance while exposed to both high temperatures and high pressures simultaneously.
Sulfuric acid production involves high temperature valve applications in converter systems where sulfur dioxide is oxidized at temperatures up to 1,100°F (593°C). The corrosive nature of these processes adds complexity to valve material selection and design requirements.
The steel industry presents some of the most demanding applications of high temperature valves. Blast furnace operations require valves that can handle temperatures exceeding 2,000°F (1,093°C) in hot blast stove applications. These valves control the flow of preheated air used in iron ore reduction.
Electric arc furnaces utilize high temperature valves in their exhaust gas systems, where temperatures can reach 3,000°F (1,649°C). Oxygen supply systems for steelmaking also require specialized valves that can operate reliably at elevated temperatures while handling pure oxygen safely.
Secondary steelmaking processes, including ladle metallurgy stations, require high temperature valves for argon stirring systems and vacuum degassing operations, where precise flow control at extreme temperatures is critical for product quality.
Cement production involves high temperature valve applications in rotary kiln systems where raw materials are heated to approximately 2,700°F (1,482°C). These valves control fuel gas flow, combustion air, and kiln exhaust systems under harsh conditions involving abrasive dust and extreme temperatures.
Preheater and precalciner systems in modern cement plants require valves that can withstand rapid temperature changes while maintaining reliable operation in dusty environments. The applications of high temperature valves in these systems directly impact energy efficiency and production rates.
Glass manufacturing furnaces operate at temperatures exceeding 2,500°F (1,371°C), requiring specialized high temperature valves for fuel gas control and combustion air management. These applications demand valves with exceptional thermal stability and precise flow control capabilities.
Ceramic firing processes utilize high temperature valves in kiln systems where temperature uniformity is critical for product quality. These valves must maintain consistent performance across multiple heating and cooling cycles while withstanding thermal shock conditions.
Successful applications of high temperature valves depend on proper material selection, thermal design, and installation practices. Valve bodies must be constructed from materials that retain strength and resist oxidation at operating temperatures. Seat and seal materials require special consideration to ensure leak-tight performance throughout the temperature range.
Thermal expansion accommodation is crucial in high temperature valve applications. Proper piping design and valve installation must account for thermal growth to prevent binding and premature failure. Insulation and heat shielding may be necessary to protect adjacent equipment and personnel.
Regular maintenance and inspection protocols are essential for high temperature valve applications. Operating at extreme temperatures can accelerate wear and degradation, making preventive maintenance programs critical for reliable long-term performance.
The applications of high temperature valves span across critical industries where reliable flow control at extreme temperatures is non-negotiable. From power generation to steel production, these specialized components ensure safe and efficient operation of high-temperature processes. Selecting the right valve technology for specific applications requires expertise in materials science, thermal design, and process requirements.
Contact us today to request a quote or speak with an expert!
In today's demanding industrial landscape, standard valve solutions don't always meet the unique requirements of specialized applications. Understanding the custom process valve definition is crucial for engineers and procurement professionals...
In today’s demanding industrial landscape, standard valve solutions don’t always meet the unique requirements of specialized applications. Understanding the custom process valve definition is crucial for engineers and procurement professionals seeking optimal performance in their fluid control systems. A custom process valve represents a tailored solution designed to meet specific operational parameters, environmental conditions, and performance requirements that off-the-shelf valves simply cannot accommodate.
The custom process valve definition encompasses valves that are engineered and manufactured to address unique application challenges. Unlike standard catalog valves, custom process valves are designed from the ground up to meet specific criteria including unusual pressure ranges, extreme temperatures, corrosive media, or non-standard dimensional requirements. These valves often incorporate specialized materials, unique flow characteristics, or modified actuator configurations to ensure optimal performance in their intended application.
Custom process valves can range from simple modifications to existing designs—such as special trim materials or alternative end connections—to completely new valve designs engineered for highly specialized applications. The key aspect of any custom process valve definition is that the valve’s specifications are driven by the specific needs of the application rather than standard industry configurations.
Understanding the custom process valve definition requires familiarity with the various elements that can be customized to meet application requirements:
Material Selection: Custom valves often require specialized materials to handle corrosive media, extreme temperatures, or abrasive fluids. This might include exotic alloys, ceramic components, or specialized coatings that provide superior performance compared to standard materials.
Flow Characteristics: The internal geometry of custom process valves can be tailored to achieve specific flow patterns, pressure drops, or cavitation resistance. This includes custom trim designs, unique port configurations, or specialized flow paths that optimize performance for the intended application.
Pressure and Temperature Ratings: Custom valves can be designed to operate safely at pressures and temperatures that exceed standard valve ratings, incorporating reinforced construction, specialized sealing systems, and materials capable of maintaining integrity under extreme conditions.
Dimensional Requirements: Many applications require valves with non-standard dimensions, whether for space constraints, unique piping configurations, or integration with existing equipment. Custom process valves can be manufactured to virtually any dimensional specification.
The custom process valve definition becomes particularly relevant in industries with demanding applications. Chemical processing facilities often require valves capable of handling highly corrosive chemicals that would quickly deteriorate standard valve materials. Power generation plants may need valves that operate reliably at extreme temperatures and pressures while maintaining tight shutoff capabilities.
Mining and mineral processing operations frequently encounter abrasive slurries that require specialized valve designs with hardened surfaces and unique flow geometries. Oil and gas applications, particularly in offshore or high-pressure environments, often demand custom solutions that can withstand harsh conditions while providing reliable isolation and control.
Pharmaceutical and food processing industries require valves that meet strict sanitary standards while providing precise control, often necessitating custom designs with specialized surface finishes, materials, and cleaning capabilities.
Implementing a solution based on the custom process valve definition offers numerous advantages over attempting to adapt standard valves to challenging applications. Custom valves provide optimal performance by addressing the specific requirements of each application, resulting in improved efficiency, reduced maintenance costs, and extended service life.
Custom process valves eliminate the compromises inherent in using standard valves for non-standard applications. This results in better process control, reduced downtime, and improved safety. The ability to specify exact materials, dimensions, and performance characteristics ensures that the valve will perform reliably throughout its intended service life.
Additionally, custom valves can incorporate features that simplify installation, maintenance, and operation, ultimately reducing total cost of ownership. This might include specialized access ports for maintenance, integrated monitoring capabilities, or design features that facilitate field servicing.
When developing solutions based on the custom process valve definition, several critical factors must be considered. Process conditions including temperature, pressure, flow rate, and fluid characteristics form the foundation of any custom valve design. Environmental factors such as installation location, ambient conditions, and space constraints also influence design decisions.
Operational requirements including cycle frequency, control precision, and response time must be carefully evaluated. Safety considerations, regulatory compliance, and maintenance accessibility are equally important factors that influence custom valve design.
The integration with existing control systems, actuators, and instrumentation must also be considered to ensure seamless operation within the broader process control architecture.
Successfully implementing a custom process valve definition requires collaboration with experienced manufacturers who understand both valve engineering and application requirements. The process typically begins with detailed application analysis, including review of process conditions, performance requirements, and operational constraints.
Experienced custom valve manufacturers can provide valuable input during the design phase, suggesting optimizations that improve performance while potentially reducing costs. They should also offer comprehensive testing capabilities to validate valve performance before delivery and provide ongoing technical support throughout the valve’s service life.
Custom process valves must meet or exceed relevant industry standards while also satisfying application-specific requirements. This includes material certifications, dimensional verification, and performance testing. Many custom applications require additional testing such as fugitive emissions testing, fire safety testing, or specialized performance validation.
Documentation and traceability become particularly important for custom valves, with detailed records of materials, manufacturing processes, and testing results typically required for critical applications.
At Everlasting Valve, we understand that each industrial application presents unique challenges requiring specialized solutions. Our expertise in developing custom process valve solutions based on comprehensive custom process valve definition principles ensures optimal performance for your specific requirements. Our engineering team works closely with customers to design and manufacture valves that meet exact specifications while providing reliable, long-term performance.
Contact us today to request a quote or speak with an expert!
In today's demanding industrial environments, where extreme temperatures, abrasive materials, and harsh operating conditions are the norm, standard valve solutions often fail to deliver the reliability and longevity that operations require. Metal...
In today’s demanding industrial environments, where extreme temperatures, abrasive materials, and harsh operating conditions are the norm, standard valve solutions often fail to deliver the reliability and longevity that operations require. Metal seal valves have emerged as the superior choice for industries that cannot afford downtime, leakage, or frequent maintenance interruptions.
Metal seal valves utilize metal-to-metal sealing surfaces instead of traditional soft seat materials like rubber, PTFE, or other polymers. This fundamental design difference enables these valves to withstand conditions that would quickly degrade conventional sealing materials. The metal sealing surfaces create a tight, durable seal that maintains integrity even under extreme pressure differentials and temperature fluctuations.
Unlike soft-seated alternatives, metal seal valves improve their sealing performance over time through a process called self-lapping. Each operation cycle allows the metal surfaces to wear together, creating an increasingly precise fit that enhances the seal quality rather than degrading it. This unique characteristic makes metal seal technology particularly valuable in applications where valve performance must remain consistent throughout extended service periods.
Industries processing abrasive solids, handling high-temperature fluids, or operating in corrosive environments have discovered that metal seal valves provide unmatched reliability. Refineries processing catalyst materials, chemical plants handling aggressive compounds, and power generation facilities dealing with superheated steam all benefit from the superior performance characteristics of metal sealing technology.
In fluid catalytic cracking units, where temperatures can exceed 1000°F and catalyst particles create extreme erosive conditions, metal seal valves continue operating reliably while conventional valves require frequent replacement. Mining operations transporting slurries containing sharp, abrasive particles have found that metal seal technology dramatically extends service intervals and reduces maintenance costs.
The petroleum industry has particularly embraced metal seal valves for critical applications where process interruptions result in significant financial losses. These valves handle everything from crude oil with entrained sand to refined products at elevated temperatures, maintaining tight shutoff capabilities that prevent costly product loss and environmental concerns.
The engineering principles behind metal seal valves address fundamental limitations found in soft-seated designs. Traditional elastomeric seals are susceptible to chemical attack, thermal degradation, and mechanical wear that leads to progressive leakage. Metal sealing surfaces eliminate these vulnerabilities while providing superior fire safety characteristics.
Temperature cycling, which destroys soft seat materials through thermal expansion and contraction, actually benefits metal seal valves by promoting the self-lapping process. This means that valves operating in applications with frequent temperature variations become more reliable over time rather than experiencing accelerated degradation.
The open-body design typically employed in metal seal valves prevents process material buildup that can interfere with proper sealing. Self-clearing action during valve operation removes deposits that would otherwise compromise valve function, ensuring consistent performance throughout the service life.
When evaluating metal seal valves for specific applications, engineers must consider several critical factors beyond basic pressure and temperature ratings. The type of process media, presence of abrasive particles, frequency of operation, and required leak tightness all influence the optimal valve design.
Rotating disc metal seal valves offer particular advantages in severe service applications. The rotational motion provides superior self-cleaning action compared to linear motion valves, while the metal disc continuously laps against the seat to maintain optimal sealing performance. This design excels in applications involving dry solids, wet slurries, and high-temperature gases.
Material selection for the metal sealing surfaces must account for the specific corrosive characteristics of the process media. Stainless steel options provide excellent general corrosion resistance, while specialized alloys address specific chemical compatibility requirements. Proper metallurgy ensures that the sealing surfaces maintain their integrity throughout the intended service life.
While metal seal valves typically require higher initial investment compared to soft-seated alternatives, their total cost of ownership advantages become apparent through extended service life and reduced maintenance requirements. Operations that have switched to metal seal technology report dramatic reductions in valve-related downtime and maintenance costs.
Their self-improving characteristics mean that leak rates often decrease over time rather than increasing as seen with conventional designs. This performance improvement translates to reduced fugitive emissions, better process control, and enhanced environmental compliance.
Maintenance intervals for properly selected metal seal valves can be measured in years rather than months, particularly in applications involving abrasive or high-temperature service. This extended reliability enables better maintenance planning and reduces emergency repair situations that disrupt production schedules.
At Everlasting Valve, our rotating disc metal seal valves represent decades of engineering refinement focused on extreme service applications. Our unique self-lapping technology creates tighter seals with every operation cycle, delivering performance that improves with age while conventional valves wear out.
Our engineering team works closely with each customer to understand their specific challenges and configure these valves for optimal performance in their unique operating environment. This collaborative approach ensures that valve selection addresses not just the obvious requirements, but also the subtle factors that influence long-term reliability.
The proven performance of our metal seal valves in thousands of severe service applications worldwide demonstrates their ability to handle whatever challenges your process presents. From refineries to chemical plants, mining operations to power generation, our valves deliver the reliability that keeps operations running smoothly.
Contact us today to request a quote or speak with an expert!

In industrial applications where abrasive materials, high temperatures, and extreme pressures are commonplace, standard valve solutions often fall short. Metal seated valves have emerged as the preferred choice for industries that demand exceptional...
In industrial applications where abrasive materials, high temperatures, and extreme pressures are commonplace, standard valve solutions often fall short. Metal seated valves have emerged as the preferred choice for industries that demand exceptional durability, reliability, and performance under the most challenging conditions. Understanding the unique advantages and applications of these specialized valves is crucial for engineers and procurement professionals seeking long-term solutions for their most demanding processes.
Metal seated valves feature sealing surfaces made entirely of metal components, typically utilizing hardened steel, stainless steel, or specialized alloy materials. Unlike traditional soft-seated valves that rely on elastomeric seals, metal seated valves create a seal through precision-machined metal-to-metal contact. This fundamental design difference enables these valves to withstand conditions that would quickly destroy conventional sealing materials.
The construction of metal seated valves involves precise engineering tolerances and specialized manufacturing processes. The seating surfaces are machined to exacting specifications and often undergo surface hardening treatments to achieve optimal sealing performance while maintaining resistance to wear and corrosion.
Superior Abrasion Resistance: The primary advantage of metal seated valves lies in their exceptional resistance to abrasive media. In applications involving slurries, powders, or materials containing suspended solids, soft seals quickly deteriorate. Metal seated valves maintain their sealing integrity even when handling highly abrasive substances that would rapidly wear away traditional sealing materials.
Extended Temperature Range: Metal seated valves operate effectively across extreme temperature ranges, from cryogenic applications to high-temperature processes exceeding 1000°F. This thermal stability makes them indispensable in applications where temperature fluctuations would cause soft seals to fail or lose their sealing properties.
Enhanced Longevity: The robust construction of metal seated valves translates to significantly longer service life compared to conventional alternatives. While the initial investment may be higher, the reduced maintenance requirements and extended operational periods result in lower total cost of ownership.
Chemical Compatibility: Metal construction provides excellent resistance to aggressive chemicals and corrosive media that would attack elastomeric sealing materials. This chemical inertness ensures reliable performance in harsh chemical processing environments.
Mining and Mineral Processing: The mining industry relies heavily on metal seated valves for handling abrasive slurries, tailings, and mineral concentrates. These applications subject valves to continuous wear from suspended particles, making the superior abrasion resistance of metal seated valves essential for maintaining operational efficiency.
Power Generation: Coal-fired power plants utilize metal seated valves in ash handling systems, where fly ash and bottom ash create extremely abrasive conditions. The high-temperature environments in power generation facilities also benefit from the thermal stability of metal seated valves.
Cement Manufacturing: Cement production involves handling highly abrasive materials throughout the process. Metal seated valves withstand the wear caused by cement powder, limestone, and other raw materials while maintaining reliable shut-off capabilities.
Chemical Processing: In chemical plants processing corrosive or abrasive materials, metal seated valves provide the durability needed for continuous operation. Their resistance to chemical attack ensures long-term reliability in aggressive process environments.
Steel and Metal Production: The steel industry employs metal seated valves in applications involving iron ore pellets, coal handling, and other abrasive materials. The high-temperature capabilities make them suitable for various steelmaking processes.
When selecting metal seated valves for industrial applications, several factors require careful consideration. The nature of the process media determines the appropriate metal alloys and surface treatments needed for optimal performance. Pressure and temperature ratings must align with system requirements, while flow characteristics should match process demands.
Proper sizing ensures adequate flow capacity while maintaining acceptable pressure drops. The valve’s actuation method, whether manual or automated, should integrate seamlessly with existing control systems. Additionally, consideration of maintenance access and service requirements helps optimize long-term operational efficiency.
Successful implementation of metal seated valves requires adherence to proper installation procedures. Correct pipe alignment prevents stress concentration that could affect sealing performance. Proper support prevents pipe strain from being transmitted to the valve body.
Regular maintenance scheduling helps maximize valve life and performance. While metal seated valves require less frequent maintenance than soft-seated alternatives, periodic inspection and reconditioning of sealing surfaces ensure continued reliable operation. Professional reconditioning services can restore metal seated valves to like-new condition, further extending their operational life.
Everlasting Valve has established itself as a leader in metal seated valve technology, offering innovative solutions specifically engineered for the most demanding industrial applications. Our unique rotating disc design provides superior sealing performance while enabling field serviceability that extends valve life and reduces total cost of ownership.
The replaceable sleeve technology employed in Everlasting Valve designs allows for easy maintenance and restoration of sealing surfaces without removing the valve from the pipeline. This innovative approach minimizes downtime and maintenance costs while ensuring continued reliable performance in abrasive service applications.
Contact Everlasting Valve today to discuss your project requirements.

Selecting the right valve for industrial applications is a critical decision that impacts operational efficiency, safety, and long-term maintenance costs. Understanding how to select a valve requires careful consideration of multiple factors, from...
Selecting the right valve for industrial applications is a critical decision that impacts operational efficiency, safety, and long-term maintenance costs. Understanding how to select a valve requires careful consideration of multiple factors, from process conditions to material compatibility. This comprehensive guide will help engineers and procurement professionals make informed decisions when choosing valves for their specific applications.
The first step in learning how to select a valve involves thoroughly analyzing your process requirements. Temperature and pressure conditions are fundamental considerations that directly influence valve performance and longevity. High-temperature applications may require specialized materials and designs, while high-pressure systems demand valves engineered to withstand extreme forces without compromising safety.
Flow characteristics also play a crucial role in valve selection. Consider whether your application requires precise flow control, simple on-off operation, or variable flow regulation. The flow coefficient (Cv) must align with your system’s requirements to ensure optimal performance and energy efficiency.
Chemical compatibility between the valve materials and process media is paramount when determining how to select a valve. Corrosive substances can rapidly degrade inappropriate materials, leading to premature failure and potential safety hazards. Stainless steel, exotic alloys, and specialized coatings each offer distinct advantages depending on the application.
For abrasive media applications, material hardness and wear resistance become critical factors. Standard materials may experience rapid erosion when handling slurries, powders, or other abrasive substances. In these cases, specialized valve designs with replaceable wear components or advanced materials can significantly extend service life.
Different valve types excel in specific applications, making it essential to understand their unique characteristics when learning how to select a valve. Gate valves provide excellent shut-off capabilities with minimal pressure drop but are not suitable for throttling applications. Globe valves offer superior flow control but create higher pressure losses.
Ball valves deliver reliable shut-off with quick operation, making them ideal for emergency shutdown applications. Butterfly valves provide cost-effective flow control for large diameter applications, while check valves prevent backflow in critical systems. Understanding these distinctions helps ensure optimal valve selection for each specific application.
Proper valve sizing is crucial for system performance and efficiency. Oversized valves can cause control instability and excessive pressure drop, while undersized valves restrict flow and increase energy consumption. The relationship between pipe size and valve size isn’t always one-to-one, as process requirements may dictate different sizing approaches.
When determining how to select a valve size, consider the required flow rate, allowable pressure drop, and control characteristics. Computational fluid dynamics (CFD) analysis can provide valuable insights for complex applications where traditional sizing methods may fall short.
Modern industrial processes often require automated valve operation for safety, efficiency, and remote control capabilities. Electric, pneumatic, and hydraulic actuators each offer distinct advantages depending on the application requirements. Response time, power availability, and environmental conditions all influence actuator selection.
Control systems integration is another critical aspect when learning how to select a valve for automated applications. Communication protocols, feedback requirements, and fail-safe positioning must align with existing control infrastructure to ensure seamless operation.
Operating environment significantly impacts valve selection and performance. Extreme temperatures, vibration, and corrosive atmospheres require specialized designs and materials. Fugitive emissions regulations may mandate specific sealing technologies or valve types to ensure compliance.
Safety considerations include fire safety ratings, emergency shutdown capabilities, and fail-safe operation modes. Critical applications may require redundant systems or specialized safety-rated valves to meet industry standards and regulations.
Total cost of ownership extends far beyond initial purchase price when evaluating how to select a valve. Maintenance requirements, spare parts availability, and expected service life significantly impact long-term costs. Valves requiring frequent maintenance or expensive replacement parts can dramatically increase operational expenses over time.
Consider maintenance accessibility, particularly in hard-to-reach installations. Some valve designs allow in-line maintenance without system shutdown, reducing downtime costs and improving operational efficiency.
Industrial valve applications often require compliance with specific standards and certifications. API, ASME, and ISO standards ensure valves meet rigorous performance and safety requirements. Industry-specific certifications such as API 6D for pipeline applications or NACE for sour service environments may be mandatory for certain installations.
Understanding applicable standards and certification requirements is essential when learning how to select a valve that meets all regulatory and performance requirements. Working with manufacturers who maintain comprehensive certification programs ensures compliance and reduces project risks.
Successful valve selection often benefits from collaboration with experienced manufacturers who understand application-specific challenges. Technical support during the selection process can help identify potential issues and optimize valve specifications for specific requirements.
Manufacturer expertise becomes particularly valuable for complex or specialized applications where standard catalog products may not suffice. Custom engineering solutions can address unique challenges while maintaining reliability and performance standards.
Selecting the right valve requires balancing multiple technical, economic, and operational factors. By systematically evaluating process requirements, material compatibility, valve types, and long-term considerations, engineers can make informed decisions that optimize system performance and minimize total cost of ownership.
Contact Everlasting Valve today to discuss your project requirements.
