Chemicals / Petrochemical Applications for Everlasting Valves
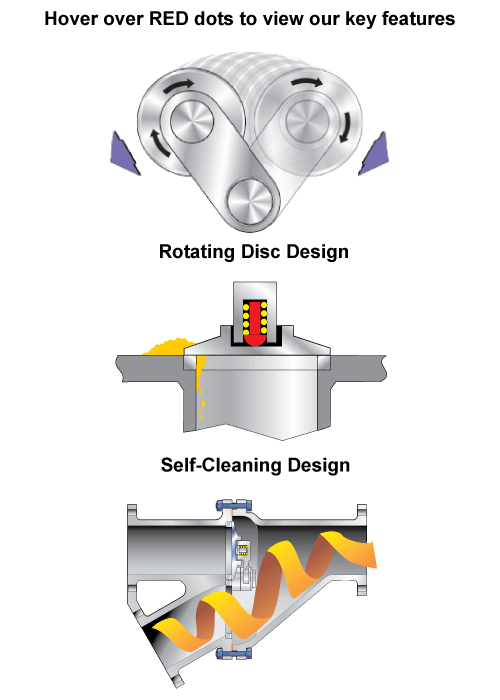
It’s all thanks to our innovative self-lapping, rotating-disc design, which works differently than the designs used in gate valves and ball valves. Because those other petrochemical valves open and close in the same place each time, they develop scratches and wear patterns that weaken their seals and cause costly leaks. Our process valves leverage a unique design that eliminates this problem while actually improving the valve’s performance over time. As the valves open and close, internal discs rotate incrementally and uniformly polish away scratches, creating an ever-tightening seal.
Thanks to this patented design, our valves are ideal for critical-sealing applications that demand exceptionally low-leak rates, and it’s why we can say with pride that our valves wear in while other valves wear out! In fact, the more demanding the application, the better our valves work. Think of your plant as a gym for our valves: with every repetition, they get stronger and tougher, handling operations like reactor loading and unloading, raw-material handling, and pneumatic conveying with extraordinary ease.
Our petrochemical valves reduce downtime, unplanned shutdowns, and maintenance costs while making your entire operation more efficient. What’s not to like? Even the cost is easy to swallow when you consider that using our valves will have a dramatic effect on your company’s bottom line. So, when you get tired of dealing with valves that can’t take the heat, kick ‘em out of the kitchen and bring in the big guns: Everlasting Valve process valves, bulk material valves and diverter-valves.





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}