
We've all seen it: a valve gets old and starts wearing down. The seal leaks, and maybe it gets tougher to open or close. Before too long, the entire thing has to be thrown out. But what if there was a better option? That's where our valves come in!...
We’ve all seen it: a valve gets old and starts wearing down. The seal leaks, and maybe it gets tougher to open or close. Before too long, the entire thing has to be thrown out.
But what if there was a better option? That’s where our valves come in! Here’s a handy valve guide with everything you need to know about the Everlasting Valve company’s tight shut off valve and how it can work well for your business.
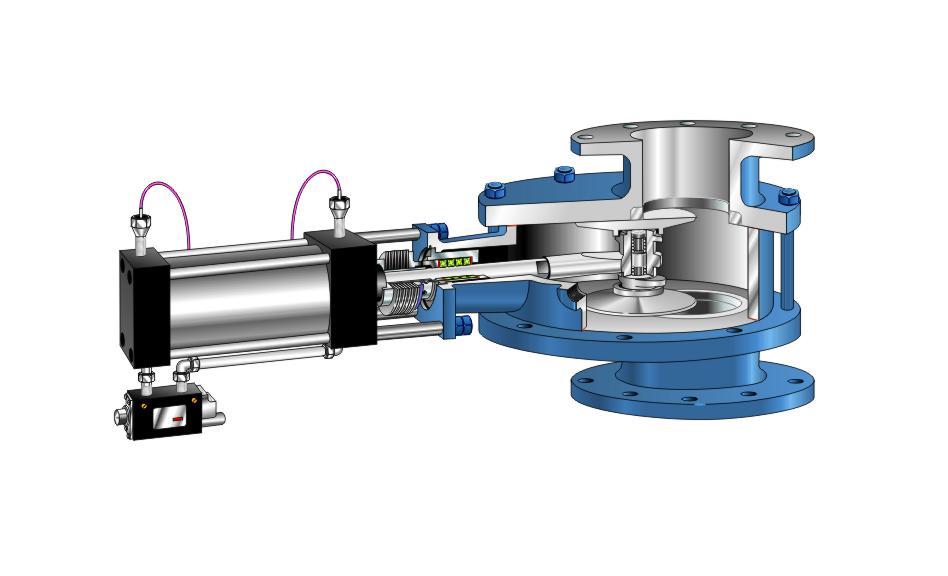
Our specially made self-lapping valves feature an innovative rotating-disc design. This design gives the valve a very reliable tight shut off that other valves can’t match.
With the metal-to-metal design, our tight shut off valves can clean themselves by shearing and clearing away debris and materials, ensuring a tight seal no matter what kind of materials are passing through. Even better, our valve’s design ensures that it actually improves over time. Each use wears it in better, giving you a tighter and tighter seal.
Basically, every time our valves rotate to seal, they seal evenly. As the metal wears in, the seal grows tighter and more secure. That means the longer you use one of our valves, the better the valve shut off performance becomes!
Valves like gate valves or ball valves are frequently used for fluids and fluid control, but they just can’t measure up to our overlapping disc valves. These types of valves will wear out over time, forming uneven seals and springing leaks fairly quickly.
Additionally, materials can get trapped in these gates and valves. For example, a ball mechanism can get sludge or materials lodged in it, which makes it more difficult to open or close fully. This will require more frequent maintenance or replacement just to keep the valve working.
Also, these other valves often have to use gaskets and O-rings to make up for the unevenness in the valves and try to form a tight seal. Gaskets and O-rings wear out over time and can also be corroded by many materials or liquids that get sent through the valves.
Our overlapping disk valves take care of all of these issues. You get a tight shut off every time and don’t have to worry about maintaining or replacing the valves or gaskets nearly as often as other types of valves.
We have four types of valves available. These all use our overlapping disk technology and are designed to tightly shut off, forming excellent seals that improve over time.
The types of valves we offer are process, diverter, bulk material, and boiler blowdown valves. They serve different purposes among equipment and systems, but you’ll be happy with our high-quality, sturdy valves, no matter which type you need.
When you need to control how much material passes through a particular system, you need one of our process valves. We’ve designed these to be tough, durable, and tightly sealing no matter what types of materials you send through them.
The process valves we offer are self-cleaning and will wear in, ensuring that your seal improves the more you use it. This reduces the downtime you have to spend repairing or cleaning your valves and certainly reduces the amount of time you have to take to replace valves.
When you’re trying to split materials or divert them in different directions as your needs arise, a diverter valve is your friend. This is an especially vital area where you will want a valve that won’t clog, leak, or break.
These diverter valves are designed to prevent clogs and downstream issues and plugging, all while staying strong. And we’ve designed these valves to be easily replaceable, so if you ever need to swap one out, you’ll spend very little time changing over to a fresh valve.
Designed to handle large quantities of the toughest materials around, our bulk material valves are the toughest, sturdiest, longest-lasting valves you’ll find anywhere.
It doesn’t matter what kind of materials you have that you need to send through; these valves will handle it all. These valves’ tight shut offs will prevent your hot, cold, caustic, high pressure, and other materials from leaking or going where you don’t want them. If you want reassurance that the materials go where they need to go without spilling out, you want a valve you can trust.
If you need to perform a boiler blowdown, you need a tightly sealing valve that can handle the pressure. We’ve got you covered!
Our boiler blowdown valves are made to be used multiple times, rather than many traditional valves used in these procedures. If you need to blow materials out of your system, this valve can handle the pressure and sludge and still be clean and ready for the next round.
Yes there are! We offer a wide variety of our various valves that you can buy off the shelf, but if those aren’t what you need, we’re eager to work with you to find something that does.
We have a dedicated team of engineers ready and able to talk with you about your company’s specific valve needs. Please fill out our request for quote form if you’re interested in speaking with our team to figure out a custom valve that can work for you.
We’re confident that we can build you a valve with our rotating disk technology that is designed to fit your exact machinery needs.
If you’d like to learn more about our tight shut off valve options, including our prebuilt and custom-made designs, we’d love to help!
So feel free to contact us with any questions or concerns you might have. We’ll do our best to help give you the best valve knowledge and experience possible!
If you've ever worked with valves, you know that they are critical to machinery and industries, but they are just as critically misunderstood. This is particularly true with unidirectional valves, which serve a vital role in all sorts of...
If you’ve ever worked with valves, you know that they are critical to machinery and industries, but they are just as critically misunderstood. This is particularly true with unidirectional valves, which serve a vital role in all sorts of applications.
So how do unidirectional valves work? Read on for an overview of how they operate and what our unidirectional valves can do for you.
A unidirectional valve is a valve that will only allow flow in one direction. They come in a variety of styles, shapes, and designs, but the general idea is the same. Depending on what type of valve you need, you may get different unidirectional valve features with it.
The process for making a valve unidirectional varies a bit with the type of valve, but the concept stays uniform throughout. Some type of mechanism (such as a spring) will close the valve from one direction, and will only allow it to open from one side. There will be a buffer to stop the valve from opening the other way.
Many valves are made to allow passage through in all directions and are simply designed to be opened or closed. Unidirectional valves are typically a little more specialized, but both serve their functions in machinery and systems. No matter if you’re working with water, air, sludge, or something else, a unidirectional valve will make sure things only go through one way and don’t come back into the system when they’re not supposed to.
Depending on the situation and type of materials being sent through these valves, you may want sturdier and tougher valves to make sure they don’t spring a leak when pressure tries to come through the other way. That’s why we pride ourselves on our sturdy, high-quality valve manufacturing!
There are many uses for valves, so we offer several types of valves to handle them, all of which have unidirectional valve options. These valves are process, diverter, bulk material, and boiler blowdown valves.
Here’s a brief overview of each type of valve and how a unidirectional version can be made to work for you.
Our process valves are made to handle tough materials and last for years. Whatever tough stuff you want to put through your system, our process valves can handle it.
These process valves are often made to control pressure, flow, volume, or something else in your system. By making them unidirectional, you can make sure that you can add pressure, fluids, or anything else to your system, but that you won’t lose it unless you want to.
Like the classic trolley problem, diverter valves let you send materials either one way or another. These are typically made as bivalves, letting you choose between two options.
These too can be made to be unidirectional if that’s what your company needs. You send materials through, divert them to the side you want them to go, and then they can’t get back out. You can use this to make sure you only get certain amounts through each side, for example, and that nothing is coming back through the wrong way.
Everlasting valve company’s bulk material valves are made to handle large quantities of materials while remaining easy to clean. This valve’s shearing action gives tougher and better seals over time, letting you get better results the longer you use it.
So if you want to have a one-way valve that can handle huge amounts of tough material and come out even stronger, consider our bulk material valves as your go-to choice.
When you need to clean sludge and impurities, you need a boiler blowdown valve. Our valves work for quick or slow opening applications and can be made to operate at an angle or straight on.
Whatever application you need a boiler blowdown valve for, be it a water column drain, a steam-boiler blowdown, or something else, these valves can take care of the job. And since they can be made to handle the unidirectional flow, you can rest assured that blowback won’t come back up the system and gum up the works.
Our valves can handle practically anything you throw at them. From the toughest grime and sludge to large quantities of high pressure or high-temperature materials, our valves are built to last.
Whatever unidirectional valve needs you might have, we’re confident that our valves are up to the task. You can feel confident that no matter how dangerous, tough, or corrosive your materials are, our valves will outlast all the competition.
The self-lapping, rotating-disk valve has served for more than a century in the toughest environments possible. The innovative design ensures that the valve’s seals improve over time, making sure this type of valve continues working long after everything else has given up.
If you’re not quite satisfied with the available valves on the shelf, don’t worry! We have full confidence in our engineering team and their ability to adapt our valves to any challenge you might have.
You can check out our request for quote form if you can’t find what you need. We’ll make it our goal to provide you with the toughest custom valve you’ll ever find anywhere!
If you’d like to learn more about buying unidirectional valves or any other type of valves we offer, we’d love to help!
Please feel free to reach out with any questions about our valves you may have. We want you to have the absolute best valves possible and be confident in your choice!

There’s a solution that the scrubber valve offers, a solution to one of the biggest foes of valves and equipment in any facility or plant. Just what is that common enemy? The invisible corrosion, the hidden particle. It’s the dreaded lime...
There’s a solution that the scrubber valve offers, a solution to one of the biggest foes of valves and equipment in any facility or plant. Just what is that common enemy? The invisible corrosion, the hidden particle.
It’s the dreaded lime slurry, a common cause of maintenance cost and recurring issues with reliability—two of the biggest thorns in the side of any plant manager or facility manager.
One of the most likely places to be hit by the corrosive effects of lime slurry is the valves and pumps of a facility.
When it comes to a system, it’s only as good as its weakest point. Essentially, the entire working aptitude of the system in place hinges on the proficiency and longevity of the most common points of failure and how long they’re likely to do their job as required.
No matter the thought, care, expense, engineering, and precision of the rest of the system, if a part breaks and halts the process entirely, it’s all for naught.
Recognizing potential points of failure is of the utmost importance if you’re looking to avoid unnecessary maintenance costs and part replacements. First, we should understand precisely what it is about lime slurry that causes the issue and how that relates to commonly installed valves.
Part of any process involving flue gas and fly ash will also put a plant in direct contact with lime slurry. This is because lime is an instrumental component in treating flue gas streams to remove any pollutants.
If a facility or plant you manage has to deal with any of these materials, you must be aware of the dangers of performing preventative maintenance.
Many potential valves installed in a plant dealing with fly ash won’t possess the kind of rigor and durability that a good scrubber valve has. Even without the issue of lime, opting to do some solid research on a good valve provider is essential.
An extensive understanding of the potential erosion that lime slurry can cause is crucial in combating its effects. Starting with the basics, we should look at exactly why lime slurry, in particular, is such a source of grief. After limestone is mined and put through the burning-off process, you’re left with a solution containing lime particles.
It might not sound like an issue, but it’s these tiny particles that will present you with a valve that needs replacing. The particles in question are like serrated blades specialized in cutting through the equipment in your facility.
That eroding effect won’t only apply when the slurry is passing through a specific point, either. Due to the fact the particles are floating around in the solution, it will also corrode wherever it becomes stuck.
This is highlighted by the damage you’ll see valves suffer since they are often accidental collection points for excess fluids.
So what’s the big problem? Looking at other valve types, we can see exactly where the issues are when dealing with lime slurry.
We can start with the standard ball and plug valves, which are probably the most doomed to fail when it comes to evading corrosion from the dreaded lime. To keep one of these valves running without complications, you’ll be looking at multiple awkward or ungainly solutions.
Installing actuators with twice the throughput to avoid obstruction or build-up. Engaging in exhaustive scraping to prevent corrosion. Coating the metals in stellite to protect them. It’s a constant uphill battle, where you are patching one problem just for another to appear down the road.
What other potential valves are you employing that you think might be more efficient in the battle against lime? Perhaps a knife gate valve?
These don’t really fare much better, as the cutting mechanism and surface are prime real estate for lime. Not only will the valve itself be suffering in this setup, but the knife mechanism will drag the lime throughout the packing. This will cause even more damage, creating something of a domino effect.
Now that we’ve got a comprehensive image of the kinds of valves that we definitely don’t want, what exactly should we be looking for? What’s our ideal valve for dealing with lime? Pinch valves can work reasonably well, but there’s actually an even better solution to the problem.
Scrubber valves possess irrigation systems that are designed to wash away dirty and unwanted liquids and fluids. In a lot of situations, this might specifically be in regards to water that has been contaminated.
They offer a fantastic solution to the lime issue, though, as the valve will happily and easily sweep away the particle-containing solution that causes so much havoc in other valve systems. It’s an exquisite solution to a problem that can otherwise escalate to unprecedented levels.
Instead of waiting for another series of mounting maintenance bills, act first. Be preventative instead of reactive, get a quote that will endure the hardships of lime, get a scrubber valve! Not only will you save yourself a headache down the line, but you’ll also save on costs too.
Even if there haven’t been any failures in the equipment yet, you’re essentially sitting on a ticking time bomb. If you act now preparing for the inevitable, you’ll keep workflow going strong.
In the section where we investigated some of the potential valves, we saw that it’s not only the valve you have to worry about. It’s the surrounding equipment that the valve is involved in. There’s no need to endanger other elements of an operation when the problem can be magicked away by the correct valve choice. Request your quote today.
Duplex valves are exactly what you need for on and off control without pressure drop. Fast shut-off and slow opening are equally manageable with the right kind of valve. Sizing and Material Specs for Our Duplex Valves Everlasting Valve Company’s...
Duplex valves are exactly what you need for on and off control without pressure drop. Fast shut-off and slow opening are equally manageable with the right kind of valve.
Everlasting Valve Company’s duplex valves are available as Class 250, 300, and 600. All are suitable for use with index letter B and F, and all of which meet ASME and ANSI codes.
The Class 250 duplex valve come in a cast iron body material, with both screw and flange end types. Screw end type duplex valves in this class are available in sizes of one inch to two and a half inches, while flange types range from one and a half to two and a half inches.
The Class 300 duplex valves are steel body material, with screw types again ranging from one inch to two and a half inches. The flange types range from one inch to two and a half inches depending on the pressure limits you require.
Finally, the Class 600 duplex valves are also steel, with screw and flange ends. Depending on the pressure limit you require, these valves range from one inch to two and a half inches.
Depending on the type of valves you need, they will be constructed from either stainless steel or cast iron. Both offer exceptional strength and durability, ensuring the valve will give years of maintenance-free performance, even in challenging conditions. No matter what class, size, material, or pressure rating of the valve you choose, when you invest in Everlasting Valve products you are getting high-quality, american made valves. They are designed to withstand anything they may encounter, even in the harshest service environments.
Particularly if your operation involves particulate material, valves have historically been prone to clogging and build-up. Rotating disc valves with a self-lapping feature virtually eliminate this risk, greatly enhancing the longevity of the valve and reducing the need for maintenance that could disrupt your operation. The seal tightens more through use and a continuous cleaning feature ensures that your valve will not get hung up on boiler scale or other debris.
Installation is easy when you use duplex valves, which can be installed without regard to the position of the handwheel. This ensures a straight-through flow with no need for further adjustment due to temperature changes. The lever-operated section of the valve acts as the sealing valve, with the handwheel operated part as the blowing valve. With line pressure and a heavy spring, the valve’s disc is held firmly against the body seat. Any post packing is self-adjusted thanks to the same spring and line pressure, so you do not need to worry about hand adjustment, erosion, or stuffing box leaking. If you need to remove the blowdown valve for repair, the sealing valve remains in place and in service.
Our valves are some of the few on the market that start off providing a leakproof solution and continue to do so as time passes. The seal is not impacted by any temperature change. In fact, the seal in the valve tightens slightly over time, mitigating against any possibility of a leak.
It doesn’t get much better than a valve that cleans itself as necessary, but that’s exactly what our duplex valves have been designed to do. The self-cleaning feature is operational whenever the valve is in use, removing detritus such as boiler scale almost before it has the opportunity to develop. This removes the need for maintenance, allowing the valve to work 24/7/365.
Duplex valves are not something you want to be continually replacing or repairing. Every time you have to stop everything to deal with a faulty valve, you are losing time, money, and productivity. It all grinds to a halt as valves are replaced or repaired. The truth is that a slowdown or shutdown like this is unnecessary.
Using our unique, quality rotating disc valves, your plant environment can handle all kinds of functions and environments, including boiler blowdown, scale, and chemicals, without slowing or stopping. No matter how abrasive, corrosive, or high pressure a situation may be, these duplex valves and their self-lapping features stay leakproof and strong, improving through use even in severe service. There is nothing quite like Everlasting Valve’s duplex valves on the market, which is why we are a top choice for companies wanting reliable quality. After all, we’ve been perfecting our valves for over a century.
If you have to replace or repair your valves even once a year, you are looking at a lot of wasted resources added up over time. Invest in our products and they will pay for themselves with improved uptime, productivity, and consistency in all that you do.
Our valves benefit from:
The more you use your duplex valves, the better they get. A rare thing in the world of industrial valves! Get in touch with the team at Everlasting Value USA to find out more about the financial and performance benefits that our duplex valves can bring to your enterprise.

When exposed to certain substances and chemicals, metal can erode, rust, and eventually fall apart. This is a primary factor when factories in the chemical industry pick and choose certain valves. So, while the function is, of course, essential, a...
When exposed to certain substances and chemicals, metal can erode, rust, and eventually fall apart. This is a primary factor when factories in the chemical industry pick and choose certain valves. So, while the function is, of course, essential, a capacity to resist exposure to certain substances is of equal importance.
So, which types of valves work best in the chemical industry, both in terms of function and durability?
Well, while most valves aren’t industry-specific, save a few exceptions, you’ll often find plug, gate, ball, and other somewhat similar iterations. Regardless of the necessity for durability in the field, it’s not a determiner in and of itself. This is because, even in the food industry, they require resistance to caustic chemicals, like chlorine, for the cleaning process.
Thus, it’s somewhat easy to narrow down the options for valves that work perfectly in the chemical industry. Read ahead to see which ones fit, and a description as to why and how they work so well.
Plug valves are similar in design to ball valves. They’re classified as quarter-turn valves that control the flow of fluid through a pipe. It does so via a ported plug that swivels into the stream to allow or constrict the liquid. While primarily used for shutting off or permitting a material’s passing, they can also function, to a lesser degree, as a flow regulator.
It’s important to make a distinction between plug valves and lubricated plug valves. The latter, as its name suggests, involves lubrication between the plug and valve. This serves as something of a sealant, whereas unlubricated alternatives use a sleeve made of polymer for friction relief and sealing.
Gate valves are primarily shut-off valves. That is, they are fantastic at preventing any and all flow of liquid. Throttling with a gate valve, while possible, isn’t recommended. This is due to potential damage to the disc and, over time, possibly permanent damage that renders the valve useless.
In terms of function, gate valves have a plate barrier that enters and retreats from a stream of liquid, operated via twisting a top handle. Alternatives include parallel plates and wedge-shaped plugs. The wedges offer additional variety, making gate valves a great choice for various uses.
These shine most in chemical plants that are most involved with liquids. Still, though, it’s also possible to use gate valves for gas and solids, to a degree. They’re also divided into two primary groups. These are rising-stems and non-rising stems. The former enhances visibility whereas the latter prevents damage from corrosive environmental conditions.
Ball valves are used to control pressure and flow. One feature that makes them so useful is that they’re leak-proof. Thus, these valves are fantastic in the chemical industry when liquids are involved. In terms of structure, they have a group of rotating ported spheres, or balls with holes, that shift to block or permit flow.
They’re most common in systems that control flow from compressed air lines with direction towards high-pressure hydraulic systems. Their popularity, though, stems from more than just fantastic function. They’re cost-efficient, compact, easy to use, and require very little maintenance.
Everlasting Valves offer a series of alternatives to common designs in various industries, including the chemical industry. These are process valves, bulk material valves, and diverter valves. You’ll find them in chemical and petrochemical plants. Their popularity is attributed to a few benefits and solutions they provide in various processes thanks to a unique design.
A common problem for chemical plants is that repetitive and consistent movement of parts in the same place results in wear and tear. This, in turn, results in a failure of function, leaks, and weakened seals. The structure of Everlasting Valves is specific and built to solve this problem.
They involve self-lapping rotating discs. But, in this case, more moving parts isn’t a negative trait, quite the contrary. Instead of repetitive and identical movements, they rotate incrementally. Additionally, they polish and renovate the internal surfaces. The result? Low leak rates, consistent seal quality, and exceptional durability for maximum life cycle profits. This, along with strong resistance against caustic substances, makes them fantastic chemical industry valves.
Check valves are two-port valves with two openings that allow fluid to flow through in one direction and prevent flow reversal. They’re used in a plethora of industries but are also quite present in the chemical industry. Interestingly enough, they lack a handle or stem. This is because they work automatically and don’t require manual handling.
They come in three forms. These are swing check valves, piston check valves, and lift check valves. The first is most compatible with fluids that move at slow speeds. The second, composed of a disc, piston, or ball, is built for smaller pipes with frequent and significant pressure drops. The third, and final form, is a stem operated version that’s made to resist high temperatures, pressure levels, and highly corrosive substances.
A constant between the different forms is how they react to cracking, reseal, and back pressure. The consistency is found in that they’re built to withstand high levels of the three forms of pressure. This is, to the minimum differential between the inlet and outlet of the valve, pressure present during the closing of the valve, and higher pressure at the outlet than the inlet.
As you can tell, there are many types of valves involved in the chemical industry. While they share a few features in common, each is built for a specific function and process. Material composition and difference in design can set some iterations apart and make them more efficient in general, and for specific tasks.
These valves for chemical jobs require a capacity to resist high pressure, caustic chemicals, and repetitive function. New iterations, like the different Everlasting Valves, change the primary function and result in more efficient valves.
Contact us to find out more about how you can maximize life cycle profits with durable and innovative valves.

Aren't you tired of needing to replace or repair your gate valves or ball valves constantly? The constant wear-and-tear of your valves will start to wear-and-tear at your business's wallet over time! Isn't it unfortunate that there isn't a better...
Aren’t you tired of needing to replace or repair your gate valves or ball valves constantly? The constant wear-and-tear of your valves will start to wear-and-tear at your business’s wallet over time!
Isn’t it unfortunate that there isn’t a better alternative and that this is just what everyone in your industry deals with and bears? Well, actually, there is a better alternative!
Everlasting Valve Company offers a patented design that is ideal for critical-sealing applications that demand low-leak rates. Our fluid control valves solve the issues from which gate valves and ball valves suffer.
If you are trying to decide how to choose fluid control valves, let us explain why Everlasting Fluid Company should be your go-to pick.
Gate valves commonly see usage in straight-line systems with minimal restriction requirements. They have poor reliability when working with high viscosity fluids. A significant drawback of using gate valves is the slow response times for opening and closing them.
Ball valves’ design makes it easy for particulate to become lodged in and around the ball mechanism. This often leads to more frequent preventive maintenances or redundant valves.
Additionally, ball valves typically require an elastomeric O-ring to seal their mechanism due to their uneven surfaces. Chemical incompatibility with the O-ring could cause deterioration and eventual valve failure.
Our valve solves these issues. Our open-body design can handle any material. We provide an innovative and original self-lapping, rotating-disc valve that businesses around the world have utilized.
The critical difference that makes our fluid control valves better than gate valves or ball valves is that our rotating disk valves do not wear out. Instead, our valves wear in and get better with use. This allows our valves to last much longer than other valve types.
Since our valve has a self-lapping metal-to-metal seat design, there is a reliably tight shutoff without concern of deterioration. You will experience reduced leak rates and unique metal polishing with each valve operation. As our valve cycles, its unique mechanism will shear and wipe away any material or debris inside. As a result, our valve can self-clean and self-maintain.
Each of our valves is designed to be able to handle high-pressure and high-temperature conditions. Our valve can stand up to even the most challenging conditions.
The uniqueness of our design makes our valves one of the best fluid control valves you can buy for your business. We offer the assurance of a tight seal that will perform better than industry standards.
A variety of industries utilize our fluid control valves. Some examples of these are
Even if your business is not in one of these industries, we love the challenge of designing a solution to your unique application.
Our custom valves are each designed to your specifications and manufactured with precision. Each Everlasting Valve Company custom valve is American-made and compliant with ISO 9001:2015.
Unlike other types of valves that can degrade or erode through use, our valves clean themselves and get better the longer that you use them. Each time the valve is used, the valve will achieve a tighter seal due to its self-lapping rotating disc.
We offer a variety of fluid control types, including but not limited to
We will make sure that the fluid control valve you purchase suits your business and your processes.
A lot of businesses try to stay away from new equipment purchases because they are concerned about cost. However, a decision to buy equipment should evaluate the value returned over its entire working life.
Production downtime is highly costly for your business. A severe outage could shut down your entire process. To prevent this, you need to purchase equipment that is reliable and robust.
Our valves are high quality and high performing. We have a reputation for providing durable and long-lasting products. They are also able to withstand fluctuating temperatures and are resilient against abrasive slurries.
Everlasting Valve Company can actually help your business save money in the long run. The value you will get back from our valves will far exceed the upfront cost you will pay to purchase one.
Our valves are worth the investment as they will add the most significant value to your equipment and business. You will experience lower maintenance prices and fewer replacements when using our fluid control valves.
Our company was founded over a century ago on the premise that industrial valves should always be more robust than their intended applications. We strive to be the company that you call when you have a seemingly unsolvable problem in the harshest of environments.
We have a highly talented team of engineers and field representatives who design each of our custom valves. A relationship with us begins with a field rep visiting your site to assess your plant’s unique challenges and requirements.
We will work with you to create the perfect valve for your needs. After deployment of your valves, we will even come back and modify your custom valves further if needed. We want to ensure you have the best possible solution for resisting any harsh, erosive, or abrasive process conditions.
Contact us today and let us know about your struggles with your current fluid control valves. We will help you save money and reduce production downtime.

Popularity in industrial solutions many times means common, not best. The industrial gate valve is often selected for use but wears out and dirt damages the bushings. This drives the serious manager to look for an alternative solution. Did you know...
Popularity in industrial solutions many times means common, not best. The industrial gate valve is often selected for use but wears out and dirt damages the bushings. This drives the serious manager to look for an alternative solution.
Did you know the rotating disc valve does the same job with less wear and damage?
This guide will help you find the best alternative to the industrial gate valves. We’ll help you understand what breaks down in the standard industrial gate valve. We’ll also cover the alternatives and why the rotating disc valve is a great choice.
Industrial gate valves allow for a pass-through of fluids or gases when open. When closed, the flow stops, isolating the liquid from the system.
There are two kinds of gate valves:
The disc resides at the base of the stem. When the handwheel turns, the stem rises above the handwheel, lifting the disc into the bonnet.
The disc screws onto the bottom of the stem. When the handwheel turns, the stem rotates and the disc climbs the threads into the bonnet.
Both types of gate valves open the pipe for a non-regulated low-pressure flow. Non-regulated because it’s made to only be open or closed.
The disc or its seat rings can get worn and need replacement maintenance as part of its life cycle. This is due to the fine fit they must have to seal. The disc can also get worn if it is not open or closed all the way.
The gate valve is not made to be a throttle. When the disc is not completely open, the pressure inside of the valve increases. This can cause high-velocity turbulence and damage the disc or the seal rings.
The common alternative valves include the globe, ball, butterfly, and check valves. While each has a strength, it also brings a new weakness to bear.
Unlike the gate valve, this valve can control the flow. The position of the disc inside of the valve regulates the flow of the fluid or gas. Instead of the disc being vertical, it pushes down on the ring seat in a horizontal position.
Gate valves insert into the pipeline in any direction. Globe valves differ in having a flow direction marked for installation. This is due to the rise and lowering of pressure with incremental handwheel turns.
The disc position and movement can create a big change in pressure. When the pressure is high, the globe valve takes a significant amount of force to close.
This type of valve is ideal for regulating gases due to its sealing ability. These airtight seals can handle up to 700 bars of pressure. They can also handle high temperatures up to 200°C.
They can only rotate to 90-degrees for the full opening or closing of the valve.
This valve is inexpensive, so many budget for replacement valves. The most common cause of replacement is from the seat of the ball valve eroding.
When it comes to fluids, particles in the fluid collide with the ball and may cause abrasions and leaks. But the ball valve is often used as a shut-off for corrosive fluids.
The core design of the valve is to regulate flow. Like the ball valve, it has a 90-degree rotation. But this valve is a disc, not a ball, so it requires a seat.
The operation of this valve can be electronic, manual, or pneumatic. This valve is very accurate and reliable in controlling flow. But the pressure can change as the valve is always presented to the flow.
These are often used in the food and pharmaceutical industries. They can handle low heat and low pressure.
When it comes to industrial valves, there is one choice that makes the best gate alternative. The rotating disc valve is tougher, stronger, and more reliable than gate valves. An actuating arm moves the disc into its open or shut position. A person can’t leave it partway open. This means the pressure is close to stable at all times.
The design clears out and shears away process material. Particles can’t build up to cause wear. This allows the valve to achieve a tighter seal and lower the leak rate below that of other valves with each pass.
This process reduces failures, maintenance, and replacements. This means companies no longer have to buy the cheapest part with a heavy replacement budget. Instead of each use wearing down the seal, the rotating disc valve improves its seal with each use.
One case study showed the client needing a valve to handle 250 open and close cycles per year. Every six months after 125 cycles, the company installed a cheaper replacement valve. When the rotating disc valve got installed, it handled the 250 cycles per year for 25 years.
When looking for an alternative valve, most individuals consider function. But other values that impact the valve’s life cycle need consideration. The most obvious must include process downtime, maintenance costs, and life cycle longevity.
To understand the full impact of a replacement product, all details need review. Also, every associated valve expenditure must enter into the total operational cost.
Industrial gate valves are pass-through inline valves that have several alternatives available. The common ones include the globe, ball, and butterfly valves. But the best alternative valve is the rotating disc valve.
This valve brings the same function to bear with improvements. The design reduces maintenance, replacements, and improves its seal with each cycle. This self-cleaning method clears out the process materials and extends the life cycle.
It’s time to consider a rotating disc valve for your next gate valve replacement. You’ll be able to select from off-the-shelf valves and custom valves. Contact us to learn about the longest-lasting, best-valued replacement valve.

When you need a part as critical as a valve, how do you know what to buy? How do you know if you can trust the company that is manufacturing something as critical as a valve? In the world of manufacturing, age matters. The older the company, the...
When you need a part as critical as a valve, how do you know what to buy? How do you know if you can trust the company that is manufacturing something as critical as a valve?
In the world of manufacturing, age matters. The older the company, the more reliable the product. Among the dozens of valve manufacturers and valve suppliers, we have found ten worth looking at. Keep reading to learn about the top ten valve distributors in the country.
Everlasting Valve is one of the oldest valve companies on our list. With over 100 years of experience, they have long had the belief that a valve should outlast the applications that manufacturers design it for. As a result, they create valves that can withstand some of the harshest industrial environments.
Everlasting valves improve with age, wearing in instead of wearing out. They focus on treating each problem uniquely, assessing the unique plant problem, and then brainstorming ways to transform their valves into a solution that works for customers. In the end, you have a perfectly built valve just for your problems.
Everlasting manufactures a variety of valves including process valves, diverter valves, bulk-material valves, and boiler blow-down valves. They also are the developers of the original rotating disc valve, which perfectly showcases Everlasting’s commitment to innovation.
Flowserve has been making valves since 1970 from their Texas headquarters. They have a big company with more than 17,000 workers in over 300 locations across the globe.
Flowserve specializes in ball valves with an emphasis on solving complex control issues their customers have. They distribute pumps, actuators, valves, and hydraulic decoking systems.
Parker manufactures and distributes valves used in a variety of applications including refrigeration, pneumatic, instrumentation, hydraulic, and aerospace products. They have manual, solenoid air operated, motor actuated, and electrically actuated valves.
Like Everlasting, they have over 100 years of experience in the manufacturing business.
Emerson manufacturers HVAC systems, automation systems, and equipment created for HVAC and automation systems including valves. Emerson services a broad repertoire of industries including the following types of businesses:
Their products range from measuring devices to safety systems to air conditioners to food waste disposal systems. They make a lot of products, and valves are among them.
The SSP Fittings Corp manufactures ball valves in the largest single-site facility of its kind in the valve manufacturing industry. SSP has been manufacturing valves for over 90 years. They focus on their fast service compared to the larger companies and their precision compared to smaller companies.
One of the smallest companies on the list, SSP Corp produces a variety of valves: two-way ball valves, three-way ball valves, high-pressure ball valves, medium-pressure ball valves instrumentation valves, and Trunnion ball valves to name a few.
TVI is a manufacturer representative and distributor. They specialize in thermoplastic valves. Furthermore, they target a market that requires corrosive-resistant valves.
TVI’s ball valves are floating ball reduced port valves and trunnion-mounted full-port valves. The valves come lined with a high-grade polymer. They work best for vacuum applications, pressure applications, and pharmaceutical and food industries.
Based out of North Dakota, Hayward Flow Control is the industrial division of a larger company, Hayward Industries. They produce industrial thermoplastic valves using the CAD system. Valves all come with a 3-year warranty.
Hayward produces a vast array of valves such as butterfly valves, ball valves, check valves, and automated valves. The valves come in different materials like PP, PVC, and CPVC in addition to others. Their newest materials can withstand corrosion and high temperatures.
EVSCO is one of the younger companies on our list, having been around for approximately 40 years. They manufacture plastic manual ball valves made of PVDF and polypropylene. Their small company focuses on design innovation, customer care, and quality control with all of their products.
EVSCO seeks to improve its flow pattern and thus reduce the overall operational costs.
Their elliptic plastic valves can create unique flow patterns. They also market a unique Stack VAlve where they can stack valves as a single unit. Their ball valve products include a ball valve diverter, three-way ball valve, two-way ball valve, flow control valves, actuated valves in chemical processing and handling, and pneumatic valves.
The Specialty Manufacturing Company specializes in metal and plastic valves. They create essential components for a broad range of applications. Their 100-year old company focuses on design for manufacturability so their valves withstand the rigor of manufacturing plants.
In particular, their balls work with pneumatic and fluid control applications. The company also creates customized products to meet its clients’ needs. They can create simple brass ball valves all the way down to mini ball valves, depending on what their clients need.
Assured automation has over 25 years of producing custom valve assemblies and special orders for their customers’ applications. They pride themselves on their customer service, meeting each customer’s particular needs.
Their experts work closely with the customers on projects and provide technical expertise along the way. They specialize in 2 brass ball valves mounted on a single pneumatic actuator to create an infrared boiler thermometer application.
They manufacture 2-way ball valves, 3-way ball valves, compact on/off valves, plug valves, solenoid valves, fire-safe valves, globe valves, and thermal shut-off valves.
Each of these valve companies plays a part in the valve market. So how do you know who to trust when you need a new valve?
Our evaluations have led us to Everlasting Valve Co as the number one distributor in the nation. Their commitment to innovation as well as customer service makes them stand out among the rest. Their combination of forward-thinking innovation along with their 100-plus years of experience makes them the best distributor on the market today.
If you’re looking for the best valves on the market today, contact us. We work hard to help our clients find solutions. Give us a call today at 908.769.0700.

There are very few constants in this life. The world around us is shifting in every way. With more sustainable practices and renewable energies, getting smarter about your production setup is part of the evolution. When it comes to the pulp and...
There are very few constants in this life. The world around us is shifting in every way. With more sustainable practices and renewable energies, getting smarter about your production setup is part of the evolution.
When it comes to the pulp and paper industry, the right pulp valves can make all the difference. In this ever-shifting industry, a mill’s economic success can depend on the evolution of modern practices. Being ahead of the game means intentional research about how pulp valves are changing. As the climate of pulp and paper adjusts, business needs to follow that trend. To follow this curve, it is crucial for paper mills to consider upgrading their standard operating procedures.
Everlasting Valves are ideal in any severe service, pulp and paper plants included. Today’s pulp valves need to function well, in every kind of process condition, with consistent valve operation. That’s because modern pulp valves are put through many actuations and cycles every day, with high velocities, varying temperatures, and extreme pressures. A valve that cannot handle these conditions is a valve that will fail, bringing productivity, safety, and the bottom line down with it.
There are numerous configurations for pulp and paper plants. Converting wood into fibre might happen through mechanical pulping, sulfite pulping, or Kraft pulping. All involve pressure, steam, and/or chemicals. Pulp valves are used for control, isolation, steam and condensate, venting, and other critical purposes. Our valves are the best choice for all of these operations because they are safe, long-lasting, and customizable.
Let’s break down what long-lasting valves can do for your practice.
As in any industrial environment, safety is key in pulp and paper plants. Pulp valves need to work reliably and consistently to keep people and equipment from needless danger. When valves are not appropriately rated for severe service, they can fail catastrophically, with leaks, fugitive emissions and other hazards impacting the plant.
Environmental requirements for pulp and paper plants are extensive. Meeting regulation is much easier with a valve on which you can rely. All of our valves are built to improve over time, wearing in instead of wearing out. The self-lapping, rotating disc technology continually polishes the seating surface and tightens the seal. These valves are also built to withstand even the most challenging temperatures, pressures, and materials. So, from environmental safety to physical safety, you can trust Everlasting Valves to do their job well.
Selecting safer pulp valves can improve overall production performance. There’s nothing quite like exceeding profit margins while improving overall execution. Take the time to research and zoom in on the flexibility of your valves. If you take stock of their flexibility and material grade alone, you’ll notice that they’re probably missing a few key features.
You’ll find that the best pulp valves on the market have some serious functionality: the right finish, the right proper resilience. With high-grade materials and technology forward poise, it’s hard to deny your machinery such a perfect upgrade.
As this article in Valve Magazine says, “Quality means repair less often and often means less expense for that repair.” Pulp and paper plants looking to be profitable are moving away from valves that cost less upfront but rack up countless repair and replacement bills over time. That does not even factor in the cost of plant downtime, personnel inefficiency, and damaged reputation.
Pulp valves should not be chosen for their upfront price, but for their lifetime value. We are clear with all of our clients — our valves will cost you more than the average valve, but they are worth every penny. You can trust an Everlasting pulp valve to operate reliably for decades, getting better over time.
Our valves have an open body design, discouraging jams and corrosion as materials flow through the body. The self-lapping, rotating disc moves any additional particulate out of the way, while polishing and tightening the valve sealing surfaces. It is a simple solution that translates to years of quality service, unparalleled in the industry.
Our dedication to long-lasting valves goes all the way back to our company’s origins. Everlasting Valve Co. began in 1906 with the idea that industrial valves should be as tough as the environments in which they operate. It started with a steam locomotive blowdown valve, and has since expanded to all kinds of industries, including pulp and paper. We know that your business dollars are hard-earned, and we have been making the most of valve budgets for over 100 years.
When you invest in our valves you are investing in a phenomenal total cost of ownership. That one-time capital expenditure translates to years of service. And it does so without the need for repair, replacement, downtime, or emergency valve situations.
While we offer Everlasting Valve products to suit practically every purpose, you may find that your plant has a highly specific challenge or need. Where other valve manufacturers cannot offer a solution, we are proud to step in with our team of innovative valve engineers. Every valve is built on our self-lapping rotating disc design, which is ultimately a flexible base for a customized valve.
Our skilled engineers begin any custom project with a site visit. There, they will check out your pulp and paper operations, see what pulp valves you are using, and evaluate the environment. They will work with your staff first-hand to understand your needs and challenges.
Then, they come back to our New Jersey plant to design and produce a custom pulp valve just for your company. Rest assured, the same great features of safety, reliability, and durability are a cornerstone of every custom valve. We are confident that our pulp valves can transform the way your pulp and paper plant operates, for the better.
Pulp valves are arguably one of the most integral pieces of modern pulp & paper plants. When you have the proper gear for a modern paper mill model, there is no limit to your success.
All it takes is one phone call, message or email to partner with us. For more information, to request a quote, or to talk about custom valves, contact us. You can also call us at 908.769.0700, or email info@everlastingvalveusa.com with any questions or requests.

Mining Valves Valves are used daily in the world of heavy industry and in the mining industry. Safety and production rely on these valves. Without them, the work would be less efficient. We make custom mining valves for our clients, but as a primer...
Valves are used daily in the world of heavy industry and in the mining industry. Safety and production rely on these valves. Without them, the work would be less efficient. We make custom mining valves for our clients, but as a primer here is a sampling of valves used in the mining industry.
These are considered to be unlike other types of valves in that they allow fluids to pass in one direction only. This prevents any overflow and it’s also done for safety’s sake. Fluid and gas are drawn into the valve and are separated into two ports – water is pulled through the first port into the second port. Fluids flow out of an opening and return to the first port.
Types of Check Valves:
The part of this valve that opens and closes is called the ball. This is where the ball valve gets its name. They are “wide-duty” valves, in that they have the ability to transfer various types of gasses, liquids, as well as liquids that have suspended solids.
Ball valves are known for their uniform sealing stress abilities and they are straight-through valves. They can be used in the mining industry, but, as they can not be cleaned easily, they would not be conducive to such industries as food or pharmaceuticals. For more info, see our article on high temperature ball valves.
Common ball valves include:
This type of valve is used to control flow through a system. Also known as a rotary motion valve, they are found in the mining industry due to several beneficial properties.
They have excellent control capabilities, and they have a tendency for less plugging. Due to how they can be customized, butterfly valves can be used in areas of small dimensions. They keep the flow moving in one direction and prevent back-up. They can be very difficult to clean, however, and should be limited to areas such as the mining industry where cleanup and cleanliness are not an issue.
Butterfly valves will either be concentric, double eccentric, or triple eccentric. And all butterfly valves will share these three features:
These valves were originally used in the paper and pulp industry. They were designed to cut through the pulp in the paper, specifically. Knife gate valves can cut through thick liquids. They quickly proved advantageous in the mining industry. Almost every industry now uses knife gate valves.
Knife gate valves are made of heavy metal cast iron which helps them to cut through grease, oils, wastewater, varnish, and any other sludge or slurry that flows through them.
The valves offer many useful features, including:
A control valve automatically regulates pressure and flow rate. They are used in plants, manufacturing, and in mining industries because of their ability to be a part of a larger control loop where networked valves all work together.
Control valves all work differently and can control various types of pressure in diverse industries, as well as manufacturing.
Characteristics of a control valve include:
The mining industry relies heavily on control valves. They are paramount to controlling pressure and flow. Without them, the industry would not function.
To sum up, mining valves are necessary to the industry today. They are incredibly useful in a variety of applications within the mining industry. Within the mining industry, mining valves are vital.
This mining valve’s purpose is to either restrict or completely stop a given material from flowing through. The pinch valve, like almost all other mining valves, has a multitude of designs. It has either an extremely elastic sleeve or an insert that can be put into the body of the valve. These mechanisms are what allow the pinch valve to close or restrict flowing material.
Air pressure or the use of mechanical help can be used to make the elastic sleeve or insert close or restrict flow through the valve. Pinch valves are ideal because they can be used for extremely long ranges
Globe valves have a similar purpose as mining valves except they work to specifically control or halt the flow of either water or some type of gas. The seat of a globe valve is located dead center of the valve while at the same time being parallel to the pipe.
The opening of the seat can be closed off using two mechanisms. These are either a disk or a plug inserted within it. Additionally, the globe valve is given its form by the baffle. This baffle splits the pipe right in half. Due to this design, using the baffle is not ideal when working with thick substances. The reason is that the baffle will restrict the flow of these substances.
The gate valve while also similar to the knife gate valve is unique in its respect. This mining valve is typically best used when you either want to completely stop the flow of a material or to let it completely flow through.
Because of this, the gate valve is not ideal if you want to control the flow of material passing through. Pressure should never be impacted by the gate valve whether it is left open or closed.
We know much about durable valves, and the diaphragm valve is just that.
The diaphragm valve is used in a multitude of industries besides just mining. Because of this, diaphragm valves can be made out of different materials depending on the purpose they will be used for. The diaphragm valve has a flexible membrane built into its design. This membrane is used to open and close an opening. The membrane can be opened or closed by manipulating the amount of pressure that comes at it. These mining valves can get their pressure from a variety of sources. Some valves utilize air pressure, while others use electricity.
There are two different types of diaphragm valves. The first is the weir diaphragm, which is also called the saddle type. This type of diaphragm valve is used on pipes that require to flow of gasses, fluids, and slurries through them.
The second type of diaphragm valve is called the straight-away and is also referred to as straight through. This type of valve is usually put at the bottom of tanks as a means to controlling the outflow from them.

Our company manufactures four different types of valves, all of which meet the needs of today’s severe applications. Our valve technology is based on an extremely flexible design. If you don’t see a valve which meets your needs or fits your applications, let us know. We will find the valve that suits your application or our talented engineering team will see to it that they custom-build a valve to meet your needs.
Our mining valves are sourced, manufactured, tested and shipped right from our facility in New Jersey. Every valve and its components are made in the USA. Our valves can replace ball valves, gate valves, globe valves, and pinch valves in many different applications. Be sure to check out all we can do for you today.
We understand the mining industry and the important part played by reliable, high-functioning valves. We invite you to complete our Request for Quote form. We are looking forward to learning about your needs and our experienced and helpful will be happy to assist you.
